
CÐĩÖÆDŧųĩA(chĻģ)ÖŠŨR
1.ž·ųÃæ°īģßīįīóÐĄŋÉ·Öé5·NĢŽDž·ųÃæīúĖ·ÖeéA0ĄĒA1ĄĒA2ĄĒA3ĄĒA4ĄĢDŋōÓŌÏÂ―ĮąØíŌŠÓÐŌŧËî}ÚĢŽËî}ÚÖÐĩÄÎÄŨÖ·―ÏōéÅcŋīD·―ÏōŌŧÖÂĄĢ
2.DūĩÄ·NîÓÐīÖūĄĒžūĄĒēĻĀËūĄĒëpÕÛūĄĒĖūĄĒžücūĄĒīÖücūĄĒëpücūĩČ°Ëî
3.DÓÖÐĢŽCžþĩÄŋÉŌÝĀŠūÓÃīÖūŪģöĢŽēŧŋÉŌÝĀŠūÓÃĖūŪģöĢŽģßīįūšÍģßīį―įūÓÞūŪģöíĢŽĶ·QÖÐÐÄūšÍÝSūÓÞücūŪģöĄĢĖūĄĒžūšÍžücūĩÄDūķČžséīÖūĩÄ1/3ĄĢ
4.ąČĀýĘĮÖļDÖÐDÐÎģßīįÅcÎïģßīįÖŪąČĄĢ
5.ąČĀý1Ģš2ĘĮÖļÎïģßīįĘĮDÐÎģßīįĩÄ2ąķĢŽŲÓÚŋsÐĄąČĀýĄĢ
6.ąČĀý2Ģš1ĘĮÖļDÐÎģßīįĘĮÎïģßīįĩÄ2ąķĢŽŲÓÚ·ÅīóąČĀýĄĢ
7.ÔÚŪDrŠ(yĻĐng)ąMÁŋēÉÓÃÔÖĩąČĀýĩÄąČĀýĢŽÐčŌŠrŌēŋÉēÉÓ÷ÅīóŧōŋsÐĄĩÄąČĀýĢŽÆäÖÐ1Ģš2éŋsÐĄąČĀýĢŽ2Ģš1é·ÅīóąČĀýoÕēÉÓÃÄĮ·NąČĀýDÓÉÏËŨĒĩÄŠ(yĻĐng)ĘĮCžþĩÄëHģßīįĄĢ
8.DÓÖÐøĩÄhŨÖĄĒĩ(shĻī)ŨÖšÍŨÖÄļĢŽąØíŨöĩ―ŨÖówđĪÕûĢŽđPŪĮåģþĢŽégļôūųōĢŽÅÅÁÐÕûýRĢŽhŨÖŠ(yĻĐng)ÓÃéL·ÂËÎówøĄĢ
9.ËŨĒģßīįĩÄČýŌŠËØĘĮģßīį―įÏÞĄĒģßīįūĄĒģßīįĩ(shĻī)ŨÖĄĢ
10.ģßīįËŨĒÖÐĩÄ·ûĖĢšRąíĘūA°ë―ĢŽ§æąíĘūAÖą―ĢŽS§æąíĘūĮōÖą―ĄĢ
11.DÓÉÏĩÄģßīįĘĮÁãžþĩÄëHģßīįĢŽģßīįŌÔšÁÃŨéÎÎŧrĢŽēŧÐčËŨĒīúĖŧōÃû·QĄĢ
12.ËĘËŪÆ―ģßīįrĢŽģßīįĩ(shĻī)ŨÖĩÄŨÖî^·―ÏōŠ(yĻĐng)ÏōÉÏĢŧËŨĒīđÖąģßīįrĢŽģßīįĩ(shĻī)ŨÖĩÄŨÖî^·―ÏōŠ(yĻĐng)ģŊŨóĄĢ―ĮķČĩÄģßīįĩ(shĻī)ŨÖŌŧÂÉ°īËŪÆ―ÎŧÖÃøĄĢŪČΚÎDūīĐß^ģßīįĩ(shĻī)ŨÖrķžąØíāé_ĄĢ
13.ÐąķČĘĮÖļÐąūĶËŪÆ―ūĩÄAÐąģĖķČĢŽÓ÷ûĖĄÏąíĘūĢŽËŨĒr·ûĖĩÄAÐą·―ÏōŠ(yĻĐng)ÅcËųËÐąķČĩÄAÐą·―ÏōŌŧÖÂĄĢ
14.ŅbÅäDÖÐĩÄģßīį·NîÓÐĒŲŌ(guĻĐ)ļņģßīįĒÚŅbÅäģßīįĒÛ°ēŅbģßīįĒÜÍâÐÎģßīįĒÝÆäËüÖØŌŠģßīįĄĢ
15.·ûĖĄ°ĄÏ1Ģš10ĄąąíĘūÐąķČ1Ģš10ĢŽ·ûĖĄ° 1Ģš5ĄąąíĘūåFķČ1Ģš5ĄĢ
16.Æ―ÃæDÐÎÖÐĩÄūķÎŋÉ·ÖéŌŅÖŠūķÎĄĒÖÐégūķÎĄĒßB―ÓūķÎČý·NĄĢËüĩÄŨũDíÐōŠ(yĻĐng)ĘĮÏČŪģöŌŅÖŠūķÎĢŽČŧšóŪÖÐégūķÎĢŽŨîšóŪßB―ÓūķÎĄĢ
17.ŌŅÖŠķĻÐÎģßīįšÍķĻÎŧģßīįĩÄūķÎ―ÐŌŅÖŠūķÎĢŧÓÐķĻÐÎģßīįĢŽĩŦķĻÎŧģßīįēŧČŦĩÄūķÎ―ÐÖÐégūķÎĢŧÖŧÓÐķĻÐÎģßīį]ÓÐķĻÎŧģßīįĩÄūķÎ―ÐßB―ÓūķÎĄĢ
18.ÖũŌDËųÔÚĩÄÍķÓ°Ãæ·QéÕýÍķÓ°ÃæĢŽš·QÕýÃæĢŽÓÃŨÖÄļVąíĘūĄĢļĐŌDËųÔÚĩÄÍķÓ°Ãæ·QéËŪÆ―ÍķÓ°ÃæĢŽš·QËŪÆ―ÃæĢŽÓÃŨÖÄļHąíĘūĄĢŨóŌDËųÔÚĩÄÍķÓ°Ãæ·QéČ(cĻĻ)ÍķÓ°ÃæĢŽš·QČ(cĻĻ)ÃæĢŽÓÃŨÖÄļWąíĘūĄĢ
19.ČýŌDĩÄÍķÓ°Ō(guĻĐ)ÂÉĘĮĢŽÖũŌDÅcļĐŌDĩČéLĢŧÖũŌDÅcŨóŌDĩČļßĢŧļĐŌDÅcŨóŌDĩČĄĢ
20.ÁãžþÓÐéLĄĒĄĒļßČý·―ÏōĩÄģßīįĢŽÖũŌDÉÏÄÜ·īÓģÁãžþĩÄéLšÍļßĢŽļĐŌDÉÏÖŧÄÜ·īÓģÁãžþĩÄéLšÍĢŽŨóŌDÉÏÖŧÄÜ·īÓģÁãžþĩÄļߚͥĢ
21.ÁãžþÓÐÉÏĄĒÏÂĄĒŨóĄĒÓŌĄĒĮ°ĄĒšóÁų·―ÎŧĢŽÔÚÖũŌDÉÏÖŧÄÜ·īÓģÁãžþĩÄÉÏĢŽÏÂĢŽŨóĢŽÓŌ·―ÎŧĢŽļĐŌDÉÏÖŧÄÜ·īÓģÁãžþĩÄĮ°ĢŽšóĢŽŨóĢŽÓŌ·―ÎŧĢŽŨóŌDÉÏÖŧÄÜ·īÓģÁãžþĩÄÉÏĢŽÏÂĢŽĮ°ĢŽšó·―ÎŧĄĢ
22.ŧųąūŌDŌŧđēÓÐČýĢŽËüĩÄÃû·Q·ÖeĘĮÖũŌDĢŽļĐŌDĢŽŨóŌDĄĢ
23.ģýŧųąūŌDÍâĢŽßÓÐŅöŌDĢŽÓŌŌDšÍšóŌDČý·NŌDĄĢ
24.°īÆĘĮзķúĩÄīóÐĄí·ÖĢŽÆĘŌDŋÉ·ÖéČŦÆĘŌDĄĒ°ëÆĘŌDĄĒūÖēŋÆĘŌDČý·NĄĢ
25.ÆĘŌDĩÄÆĘĮз―·ĻŋÉ·ÖéČŦÆĘĄĒ°ëÆĘĄĒūÖēŋÆĘĄĒëAĖÝÆĘĄĒ―MšÏÆĘÎå·NĄĢ
26.ÆĘŌDĩÄËŨĒ°üĀĻČýēŋ·ÖČ(nĻĻi)ČÝĢšĒŲąíĘūÆĘĮÐÆ―ÃæÎŧÖÃĩÄ·ûĖĢĻÆĘĮÐūĢĐĢŽēĒÔÚÉķËËÓÐŨÖÄļĒÚąíĘūÍķÓ°·―ÏōĩÄžýî^ĒÛÔÚÆĘŌDÉÏ·―ŨĒÓÐĄ°ĄÁĄŠĄŠĄÁĄąŨÖÓĄĢ
27.ĘĄÂÔŌŧĮÐËŨĒĩÄÆĘŌDĢŽÕfÃũËüĩÄÆĘĮÐÆ―ÃæÍĻß^CžþĩÄĶ·QÆ―ÃæßMÐÐÆĘĮКóķøšóŪģöĩÄ ĄĢ
28.ÆĘÃæDÓÃíąíß_ÁãžþĩÄČ(nĻĻi)ēŋÐÎ îĢŽÆĘÃæŋÉ·Öéówēŋ·ÖšÍŋÕÐÄēŋ·ÖÉ·NĄĢ
29.ŌÆģöÆĘÃæšÍÖØšÏÆĘÃæĩÄ ^(qĻą)eĘĮĢšŌÆģöÆĘÃæ-ŪÔÚŌDÝĀŠÍâÃæĩÄÆĘÃæĢŽÖØšÏÆĘÃæ-ŪÔÚŌDÝĀŠĀïÃæĩÄÆĘÃæĄĢ
30.DÓÖÐĩÄDÐÎÖŧÄÜąíß_ÁãžþĩÄ―Y(jiĻĶ)(gĻ°u)ÐÎ îĢŽÁãžþĩÄÕæīóÐĄŠ(yĻĐng)ŌÔDÓÉÏËųËŨĒĩÄģßīįéŌĀþ(jĻī)ĄĢ
31.ËŨĒģßīįĩÄĩ(shĻī)ŨÖ·QéģßīįŧųĩA(chĻģ)ĢŽCÆũÁãžþéLĢŽĢŽļßČý·―ÏōÉÏĢŽÃŋ·―ÏōÖÁÉŲÓÐŌŧģßīįŧųĘĄĢ
32.ÂÝžyĩÄÎåŌŠËØĘĮÂÝžyŅĀÐÍĢŽÖą―ĢŽÂÝūāĢŽ§ģĖĢŽūĩ(shĻī)ĢŽÐýÏōĄĢ
33.ÖŧÓÐŪČ(nĻĻi)ĄĒÍâÁ_žyĩÄŅĀÐÍĢŽÖą―ĢŽÂÝūāĢŽūĩ(shĻī)ĢŽÐýÏōŌŧÖÂrĢŽËûēÅÄÜŧĨÏāÐýšÏĄĢ
34.ÂÝžyĩÄŅĀÐÍĄĒÖą―ĄĒÂÝūāķž·ûšÏøžŌËĘŌ(guĻĐ)ķĻĩÄ·QéËĘÂÝžyĢŧŅĀÐÍēŧ·ûšÏøžŌËĘĩÄ·Qé·ĮËĘÂÝžyĢŧŅĀÐÍ·ûšÏøžŌËĘĢŽĩŦÖą―ĄĒÂÝūāēŧ·ûšÏøžŌËĘĩÄ·QéĖØĘâÂÝžyĄĢ
35.ÍâÂÝžyĩÄŌ(guĻĐ)ķĻŪ·ĻĘĮĢšīó―ÓÃĢßdĢßĢßĢßąíĘūĢŽÐĄ―ÓÃĢßd1ĢßąíĘūĢŽ―KÖđūÓÃīÖū ąíĘūĄĢ
36.ÔÚÆĘŌDÖÐĢŽČ(nĻĻi)ÂÝžyĩÄīó―ÓÃĢßDĢßĢßĢßąíĘūĢŽÐĄ―ÓÃĢßD1ĢßĢßĢßąíĘūĢŽ―KÖđūÓÃīÖūąíĘūĄĢēŧŋÉŌÂÝžyŋŨĢŽÆäīó―ĄĒÐĄ―šÍ―KÖđūķžÓÃīÖūąíĘūĄĢ
37.ģĢŌĩÄÂÝžyÂ(liĻĒn)―ÓÐÎĘ―ÓÐÂÝËĻßB―ÓĄĒëpî^ÂÝÖųßB―ÓšÍÂÝáßB―ÓĄĢ
38.ģĢÓÃæIĩÄ·NîÓÐÆÕÍĻÆ―æIĄĒ°ëAæIĄĒã^î^ÐĻæIĄĒŧĻæIĄĢ
39.AÖųýXÝ°īýXÝĩÄ·―ÏōŋÉ·ÖéÖąýXĄĒÐąýXšÍČËŨÖýXĄĢ
40.ýXÝÝýXēŋ·ÖĩÄŌ(guĻĐ)ķĻŪ·ĻĘĮĢšýXíAÓÃīÖūĀLÖÆĢŧ·ÖķČAÓÞücūĀLÖÆĢŧýXļųAÓÞūĀLÖÆĢŽŌēŋÉĘĄÂÔēŧŪĄĢÔÚÆĘŌDÖÐĢŽýXļųAÓÃīÖūĀLÖÆĄĢ
41.ŪÁãžþËųÓÐąíÃæūßÓÐÏāÍŽĩÄąíÃæīÖēÚķČŌŠĮórĢŽŋÉÔÚDÓÓŌÉÏ―Į―y(tĻŊng)ŌŧËŨĒĢŧŪÁãžþąíÃæĩÄīóēŋ·ÖīÖēÚķČÏāÍŽrĢŽŋÉĒÏāÍŽĩÄīÖēÚķČīúĖËŨĒÔÚÓŌÉÏ―ĮĢŽēĒÔÚĮ°ÃæžÓŨĒÆäÓāÉŨÖĄĢ
42.ŌŧÍęÕûĩÄŅbÅäDŠ(yĻĐng)ūßÓÐÏÂÁÐËÄēŋ·ÖČ(nĻĻi)ČÝĢŧĒŲŌŧ―MŌDĢŧĒÚąØŌŠģßīįĢŧĒÛžžÐg(shĻī)ŌŠĮóĢŧĒÜÁãžþÐōĖšÍÃũžÚĄĢ
43.ŅbÅäDÖÐĩÄģßīį·NîÓÐĒŲŌ(guĻĐ)ļņģßīįĒÚŅbÅäģßīįĒÛ°ēŅbģßīįĒÜÍâÐÎģßīįĒÝÆäËüÖØŌŠģßīį
02
CÐĩÖÆDđĪūßšÍĘđÓ÷―·Ļ
CÐĩÖÆD·ÖéÜžþĀLDšÍģßŌ(guĻĐ)ĀLDÉ·NĄĢķøģßŌ(guĻĐ)ĀLDĩÄđĪūßÖũŌŠÓÐķĄŨÖģߥĒČý―Į°åĄĒąČĀýģߥĒ·ÖŌ(guĻĐ)ĄĒAŌ(guĻĐ)ĄĒãUđPĩČĩČĄĢÎŌÕýī_ĩÄĘđÓÃß@ÐĐđĪūßČĨĀLDēÅÄÜĖáļßCÐĩÖÆDĩÄŲ|(zhĻŽ)ÁŋšÍЧÂĘĢŽŋėËŲÓÐЧĩÄĀLÖÆģöļũ·NCÐĩDÓĄĢ
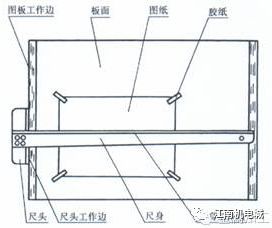
ĢĻ1ĢĐD°åšÍķĄŨÖģß
D°åĘĮÓÃíä·ÅÖÆDžĩÄĢŽŌōīËąØíđĖķĻšÃĢŽēĒÓÃÄz§ĒDžÕģ―ÓÔÚD°åÉÏĄĢD°åąØíŌŠąĢģÖÆ―ÕûđâŧŽšÍļÉÔïĢŽÆ―rĘđÓÃD°årŌŠŨĒŌâąĢŨoD°åĩÄß ĢŽēĒĮŌ·ĀÖđD°åĘÜģąĄĢ
ķĄŨÖģßĘĮÓÃíĀLÖÆÖąūĩÄĄĢĘđÓÃrąØíąĢģÖģßî^Č(nĻĻi)Č(cĻĻ)ÃæąØíīđÖąĢŽūoŲND°åđĪŨũß ĄĢ
ĢĻ2ĢĐČý―Į°å
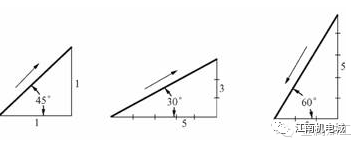
ŌŧļąČý―Į°åÓÐ45ķČ60ķČÉ·NČý―Į°åĢŽÅäšÏÖøĘđÓÃŋÉŌÔŪģö15ķČĩÄąķ―ĮíĢŽŌēŋÉÓÃÉČý―Į°åŪģöīđÖąūšÍÆ―ÐÐūĄĢ
ĢĻ3ĢĐąČĀýģß
ąČĀýģßÖŧÄÜŨöÁŋČĄÓÃēŧÄÜÓÃíŪūĄĢÔÚąČĀýģßēŧÍŽČ(cĻĻ)ÃæÓÐēŧÍŽąČĀýĩÄŋĖķČŋÉŌԚܷ―ąãĩÄŪģöēŧÍŽąČĀýĩÄÖąūĄĢ
ĢĻ4ĢĐĀLDxÆũ
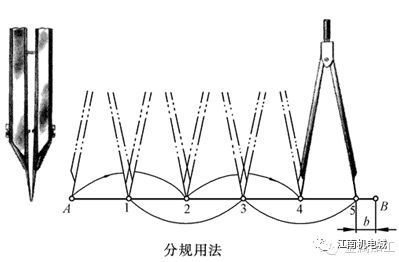
1ĄĒ·ÖŌ(guĻĐ)Ģŧ·ÖŌ(guĻĐ)ĘĮÓÃíĩČ·ÖūķΚÍÔÚģßŨÓÉÏÁŋČĄģßīįĩÄđĪūßĢŽĘđÓÃrÉážâŌŠąĢģÖĶýRĄĢ
2ĄĒAŌ(guĻĐ)ĢŧAŌ(guĻĐ)ÓÃíŪAŧōAŧĄĄĢäá·ÖéÅ_ëA îĢĻ֧ΞâĢĐšÍåF îĢĻÆÕÍĻžâĢĐĢŽŪArŠ(yĻĐng)ŪÓÃÅ_ëA îĩÄĢŽŌÔÃâážâēåČëD°åß^ÉîĄĢAŌ(guĻĐ)ĩÄãUÐūŠ(yĻĐng)ŪÓÃąČŪÖąūĩÄãUÐūÜŌŧĖĩÄĄĢÄĨģÉūØÐÎĩÄÓÃíŪīÖūĢŽåF îĩÄÓÃíŪžūĄĢŪArōËŲĮ°ßMēĒÏōß\Ó·―ÏōÉÔÎĒAÐąŋÉŌÔpÉŲŪAŨčÁĶĄĢŪÐĄAĩÄršōŋÉÓÃŧÉAŌ(guĻĐ)šÍücŧŊŌ(guĻĐ)ĢŽĖØīóAŋÉŌÔĘđÓÞÓéLUĄĢ
ĢĻ5ĢĐĮúū°å
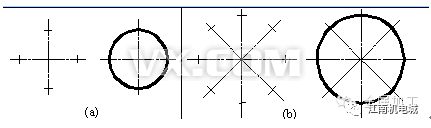
Įúū°åĘĮÓÃíŪ·ĮAĮúūĩÄđĪūßĢŽËüĩÄÝĀŠūĘĮÓÉķāķÎēŧÍŽĮúÂĘ°ë―ĩÄĮúū―MģÉĄĢŪDrĢŽÏČÕŌģöĮúūÉÏĩÄČôļÉücĢŽÔŲÍ―ĘÖÓÃãUđPÝpÝpĩØ°ŅļũücßBÆðíĄĢéĘđĮúūđâŧŽĢŽŨîšÃÃŋīÎÓÐ4ücÅcĮúūÎĮšÏÏČŪ1ĩ―3ÖŪégÔŲŪ3ĩ―4ÖŪégÖąÖÁŪģöđâŧŽĩÄĮúūĄĢ
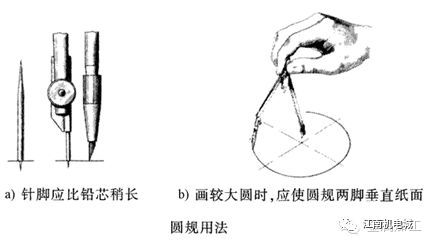
ĢĻ6ĢĐđP
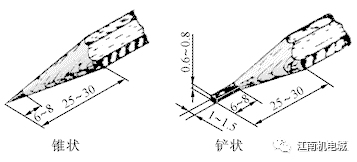
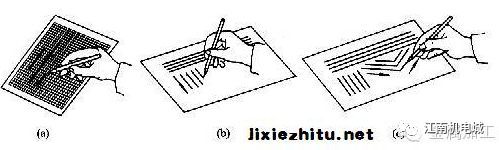
ãUđPÜÓēÓÃBšÍHąíĘūĄĢBĮ°ĩ(shĻī)ŨÖÔ―īóąíĘūÔ―ÜĢŽHtÏā·īĄĢŌŧ°ãŌŠķāĘäŨ·NãUđPĢŽŪīÖūÓÃBŧō2BĢŽŪžūŧō?qĻą)ŨÖÓÃHŧōHBĄĢÓÃÓÚŪīÖūĩÄãUđPŠ(yĻĐng)ÔÄĨģÉūØÐÎĢŽķøÆäËûĩÄŌŧ°ãÄĨģÉåFÐÍžīŋÉĄĢ
ŪūrŠ(yĻĐng)ÔĘđãUđPĮ°šó·―ÏōÅcÖąžÃæīđÖąĢŽąĢģÖÅcĮ°ßM·―Ïō30ķČŨóÓŌĩÄ―ĮķČĢŽãUÐūūoŋŋģßß ĢŽÓÃÁĶūųōĢŽËŲķČßmÖÐĄĢÓÐŌŧķĻ―(jĻĐng)ōšóŋÉŌÔšÜÝpËÉĩÄŪģöīÖžŌŧÖÂîÉŦÉî\ŌŧÖÂĩÄÖąūĢŽŌōīËÐčŌŠÎŌķāžÓūÁĄĢ
03
CÐĩÖÆDģĢŌÖŠŨR
ĢĻ1ĢĐ ÖÆDąČĀý
ąČĀýĘĮDÖÐDÐÎÅcÎïÏāŠ(yĻĐng)ŌŠËØĩÄūÐÔģßīįÖŪąČĄĢÐčŌŠ°īąČĀýĀLÖÆDÓrĢŽŠ(yĻĐng)ÓÉŌ(guĻĐ)ķĻĩÄÏĩÁÐÖÐßxČĄßmŪ?shĻī)ÄąČĀýĄ?/P>
éÁËÄÜÄDÓÉÏĩÃĩ―ÎïīóÐĄĩÄÕæļÐĢŽŠ(yĻĐng)ąMÁŋēÉÓÃÔÖĩąČĀý(1:1)ĢŽŪCžþß^īóŧōß^ÐĄrĢŽŋÉßxÓÃąíŌ(guĻĐ)ķĻĩÄŋsÐĄŧō·ÅīóąČĀýĀLÖÆĢŽĩŦģßīįËŨĒrąØíŨĒëHģßīįĄĢŌŧ°ãíÕfĢŽĀLÖÆÍŽŌŧCžþĩÄļũŌDŠ(yĻĐng)ēÉÓÃÏāÍŽĩÄąČĀýĢŽēĒÔÚËî}ÚÖÐĖîĄĢŪÄģŌDÐčŌŠēÉÓÃēŧÍŽąČĀýrĢŽŋÉÔÚŌDÃû·QĩÄÏ·―ŧōÓŌČ(cĻĻ)ËŨĒąČĀýĢš ĢĻ2ĢĐDž·ųÃæ ĒåÖÆD·ųÃæ CÐĩÖÆDrĢŽ(yĻu)ÏČēÉÓÃA0ĄĒA1ĄĒA2ĄĒA3ĄĒA4ß@5·NŌ(guĻĐ)ķĻĩÄDžŧųąū·ųÃæĄĢĖØĘâĮérÏÂĢŽŌēÔĘÔSßxÓÃËųŌ(guĻĐ)ķĻĩÄžÓéL·ųÃæĄĢžÓéL·ųÃæĩÄģßīįÓÉŧųąū·ųÃæĩÄķĖß
ģÉÕûĩ(shĻī)ąķÔöžÓšóĩÃģöĄĢ ĒæDŋōļņĘ― ÔÚDžÉÏĢŽDŋōūąØíÓÃīÖūŪģöĢŽÆäļņĘ―·ÖéēŧÁôŅbÓß
šÍÁôÓÐŅbÓß
É·NĢŽŌCÐĩÖÆDĘÖÔĢŽĩŦÍŽŌŧŪa(chĻĢn)Æ·ĩÄDÓÖŧÄÜēÉÓÃŌŧ·NļņĘ―ĄĢ ĢĻ3ĢĐCÐĩÖÆDDŋōļņĘ― Ëî}Ú gb/t10609.1-89ĶËî}ÚĩÄČ(nĻĻi)ČÝĄĒļņĘ―šÍģßīįŨũÁËŌ(guĻĐ)ķĻĢŽËî}ÚĩÄÎÄŨÖ·―ÏōŠ(yĻĐng)éŋīD·―ÏōĢŽËî}ÚĩÄÍâŋōéīÖūĢŽĀïß
ĘĮžūĢŽÆäÓŌß
ūšÍĩŨß
ūŠ(yĻĐng)ÅcDŋōūÖØšÏĄĢ ĢĻ4ĢĐŨÖów(gb/t14691-93) DÓÖÐøĩÄŨÖówąØíŨöĩ―ĢšŨÖówđĪÕûĄĒđPŪĮåģþĄĒégļôūųōĄĒÅÅÁÐÕûýRĄĢ ŨÖówĩÄļßķČĢĻÓÃhąíĘūĢĐĩÄđŦ·QģßīįÏĩÁÐé1.8ĢŽ2.5ĢŽ3.5ĢŽ5ĢŽ7ĢŽ10ĢŽ14ĢŽ20mmĄĢŨÖówļßķČīúąíŨÖówĩÄĖĩ(shĻī)ĄĢ ĒåhŨÖ hŨÖŠ(yĻĐng)ģÉéL·ÂËÎówĢŽēĒŠ(yĻĐng)ēÉÓÃøžŌÕýĘ―đŦēžÍÆÐÐĩÄšŧŊŨÖĄĢhŨÖĩÄļßķČēŧŠ(yĻĐng)ÐĄÓÚ3.5mmĢŽÆäŨÖŌŧ°ãéŨÖļßĩÄ2/3ĄĢéL·ÂËÎówĩÄøŌŠîI(lĻŦng)ĘĮĢšMÆ―ØQÖąĢŽŨĒŌâÆðÂäĢŽ―Y(jiĻĶ)(gĻ°u)ō·QĢŽĖîM·―ļņ. Ēæĩ(shĻī)ŨÖšÍŨÖÄļ ĩ(shĻī)ŨÖšÍŨÖÄļÓÐÖąówšÍÐąówÉ·NĄĢŌŧ°ãēÉÓÃÐąówĢŽÐąówŨÖŨÖî^ÏōÓŌAÐąĢŽÅcËŪÆ―ūžsģÉ75Ąã―ĮĄĢÔÚÍŽŌŧDÓÉÏĢŽÖŧÔĘÔSßxÓÃŌŧ·NÐÎĘ―ĩÄŨÖówĄĢ ĢĻ5ĢĐ DūĢĻgb/t17450-1998ĢĐ ĒåDūūÐÍž°ÆäŠ(yĻĐng)Óà gb/t17450-1998ĄķžžÐg(shĻī)ÖÆD DūĄ·ÖÐŌ(guĻĐ)ķĻÁË15·NŧųąūūÐÍĢŽÃŋ·NŧųąūūÐÍĩÄŨÐÎÓÐËÄ·NĄĢDūĩÄķČ(ÓÃdąíĘū)·ÖéīÖūĄĒÖÐīÖūĄĒžūČý·NĢŽÆäąČĀýęP(guĻĄn)ÏĩĘĮĢī:2:1ĄĢCÐĩDÓÉÏķāēÉÓÃÉ·NūĄĢ―ĻÖþDÓÉÏŋÉŌÔēÉÓÃČý·NūĄĢËųÓÐūÐÍĩÄDūķČŠ(yĻĐng)°īDÓĩÄîÐÍšÍģßīįīóÐĄÔÚÏÂÁÐĩ(shĻī)ÏĩÖÐßxņĢš0.18ĢŽ0.25ĢŽ0.35ĢŽ0.5ĢŽ0.7ĢŽ1ĢŽ1.4ĢŽ2mmĄĢķČé0.18mmĩÄDūÔÚDÓÍ(fĻī)ÖÆÖÐÍųÍųēŧĮåÎúĢŽąMÁŋēŧēÉÓÃĄĢ ÄŋĮ°ĢŽÔÚCÐĩDÓÖÐČÔēÉÓÃgb4457.4-84ÖÐŌ(guĻĐ)ķĻĩÄ8·NūÐÍĢšīÖūĄĒžūĄĒēĻĀËūĄĒëpÕÛūĄĒĖūĄĒīÖücūĄĒžücūĄĒëpücūĄĢČįąíĢąĢĢģËųĘūĄĢ ĒæDūĩÄŪ·Ļ ĒąĄĄÍŽŌŧDÓÖÐÍŽîDūĩÄķČŠ(yĻĐng)ŧųąūŌŧÖÂĢŽĖūĄĒücŪūĄĒëpücŪūĩÄūķÎéLķČšÍégļôŠ(yĻĐng)ļũŨÔīóÖÂÏāĩČĢŽÔÚDÓÖÐŌŠï@ĩÃō·Q
f(xiĻĶ)Õ{(diĻĪo)ĄĢ ĒēĄĄĀLÖÆücūrĢŽĘŨÄĐÉķËž°Ïā―ŧĖŠ(yĻĐng)ĘĮūķÎķøēŧĘĮķĖĢŽģŽģöDÐÎÝĀŠ2ĄŦ5mmĄĢÔÚÝ^ÐĄĩÄDÐÎÉÏĀLÖÆücūšÍëpücūÓÐĀ§ëyrĢŽŋÉÓÞūīúĖæĄĢ ĒģĄĄĖūÅcĖūÏā―ŧĢŽŧōÅcÆäËûDūÏā―ŧrĢŽŠ(yĻĐng)ŌÔūķÎÏā―ŧĢŽŪĖūéūĩÄŅÓéLūrĢŽŠ(yĻĐng)ÁôÓÐégÏķĢŽŌÔĘūÉ·NēŧÍŽūÐÍĩÄ·Ö―įūĄĢ ĢĻ6ĢĐģßīįËŨĒĢĻgb4458.4-84ĢĐ ĒåŧųąūŌ(guĻĐ)t DÓÖÐĩÄģßīįĢŽŌÔmméÎÎŧrĢŽēŧÐčŨĒÃũÓÁŋÎÎŧīúĖŧōÃû·QĄĢČôēÉÓÃÆäËûÎÎŧtąØíŨĒÃũÏāŠ(yĻĐng)ÓÁŋÎÎŧŧōÃû·QĄĢ ĒąĄĄģßīį―įūģßīį―įūÓÞūĀLÖÆĢŽŌŧ°ãĘĮDÐÎĩÄÝĀŠūĄĒÝSūŧō?qĻą)Ķ·QÖÐÐÄūĩÄŅÓéLūĢŽģŽģöģßīįūžs2ĄŦ3mmĄĢŌēŋÉÖą―ÓÓÃÝĀŠūĄĒÝSūŧō?qĻą)Ķ·QÖÐÐÄūŨũģßīį―įūĄĢģßīį―įūŌŧ°ãÅcģßīįūīđÖąĢŽąØŌŠrÔĘÔSAÐąĄĢ ĒēĄĄģßīįūģßīįūÓÞūĀLÖÆĢŽąØíΊŪģöĢŽēŧÄÜÓÃÆäËûDūīúĖæĢŽŌŧ°ãŌēēŧĩÃÅcÆäËûDūÖØšÏŧōŪÔÚÆäŅÓéLūÉÏĄĢēĒŠ(yĻĐng)ąMÁŋąÜÃâģßīįūÖŪégž°ģßīįūÅcģßīį―įūÖŪégÏā―ŧĄĢģßīįūŠ(yĻĐng)ÅcËųËŨĒĩÄūķÎÆ―ÐÐĢŽÆ―ÐÐËŨĒĩÄļũģßīįūĩÄégūāŌŠūųōĢŽégļôŠ(yĻĐng)īóÓÚ5mmĢŽÍŽŌŧDžĩÄģßīįūégūāŠ(yĻĐng)ÏāĩČĄĢËŨĒ―ĮķČrĢŽģßīįūŠ(yĻĐng)ŪģÉAŧĄĢŽÆäAÐÄĘĮÔ―ĮĩÄíücĄĢ ĒģĄĄģßīįū―KķËģßīįū―KķËÓÐÉ·NÐÎĘ―ĢŽžýî^ŧōžÐąūĄĢČįD1Ģ9ËųĘūĄĢžýî^ßmÓÃÓÚļũ·NîÐÍĩÄDÓĄĢŪģßīįū―KķËēÉÓÃžÐąūÐÎĘ―rĢŽģßīįūÅcģßīį―įūąØíīđÖąĄĢÍŽŌŧDÓÖÐĢŽÖŧÄÜēÉÓÃŌŧ·Nģßīįū―KķËÐÎĘ―ĄĢēÉÓÞýî^ÐÎĘ―r,ÔÚÎŧÖÃēŧōĩÄĮérÏÂ,ÔĘÔSÓÃAücŧōÐąūīúĖæĄĢ ĒīĄĄģßīįĩ(shĻī)ŨÖūÐÔģßīįĩÄĩ(shĻī)ŨÖŌŧ°ãŨĒÔÚģßīįūÉÏ·―ŧōģßīįūÖÐāĖĄĢģßīįĩ(shĻī)ŨÖēŧÄÜąŧČΚÎDūÍĻß^ĢŽ·ņtŠ(yĻĐng)ĒÔDūāé_ĄĢ ģßīįĩ(shĻī)ŨÖĮ°ĩÄ·ûĖ
^(qĻą)·ÖēŧÍŽîÐÍĩÄģßīįĢš ĶÕĢąíĘūÖą― rĢąíĘū°ë― sĢąíĘūĮōÃæ tĢąíĘū°å îÁãžþšņķČ ĄõĢąíĘūÕý·―ÐÎ ĄÏĢšĢąíĘūÐąķČ ĒæļũîģßīįËŨĒĘūĀý ĒąĄĄūÐÔģßīįĩÄŨĒ·Ļ ūÐÔģßīįĩÄĩ(shĻī)ŨÖŠ(yĻĐng)°īD1-11aÖÐËųĘūĩÄ·―ÏōŨĒĢŽžīŌÔËî}Ú·―ÏōéĘĢŽËŪÆ―·―ÏōŨÖî^ģŊÉÏĢŽīđÖą·―ÏōŨÖî^ģŊŨóĢŽAÐą·―ÏōrŨÖî^ÓÐģŊÉÏÚ
ÝĄĢ ĒēĄĄ―ĮķČģßīįŨĒ·ĻËŨĒ―ĮķČrĢŽģßīįĩ(shĻī)ŨÖŌŧÂÉËŪÆ―øĢŽžīŨÖî^ÓĀßhģŊÉÏĢŽŌŧ°ãŨĒÔÚģßīįūĩÄÖÐāĖĄĢ ĒģĄĄAĄĒAŧĄž°ĮōÃæģßīįĩÄŨĒ·Ļ ĒÅ ËŨĒAŧōīóÓÚ°ëAĩÄŧĄrĢŽŠ(yĻĐng)ÔÚģßīįĩ(shĻī)ŨÖĮ°žÓŨĒ·ûĖĄ°ĶÕĄąĢŧËŨĒAŧĄ°ë―rĢŽŠ(yĻĐng)ÔÚģßīįĩ(shĻī)ŨÖĮ°žÓŨĒ·ûĖĄ°rĄąĄĢģßīįūŠ(yĻĐng)ÍĻß^AÐÄĢŽ―KķËéžýî^ĄĢ ĒÆ ŪAŧĄĩÄ°ë―ß^īóĢŽDž·ķúČ(nĻĻi)o·ĻŨĒģöAÐÄÎŧÖÃrĢŽŋÉĒģßīįūÖŧŪŌŧēŋ·ÖĄĢ ĒĮ ËŨĒĮōÃæĩÄÖą―ŧō°ë―rĢŽŠ(yĻĐng)ÔÚ·ûĖĄ°ĶÕĄąŧōĄ°rĄąĮ°žÓŨĒĄ°sĄąĄĢ ĒīĄĄÐĄģßīįĩÄŨĒ·ĻĶÓÚÐĄģßīįĢŽÔÚ]ÓÐŨãōĩÄÎŧÖÃŪžýî^ŧōŨĒĩ(shĻī)ŨÖrĢŽžýî^ŋÉŪÔÚÍâÃæĢŽŧōÓÃÐĄAücīúĖæÉžýî^ĢŽģßīįĩ(shĻī)ŨÖŌēŋÉēÉÓÃÅÔŨĒŧōŌýģöËŨĒĄĢ Ēĩ ÏŌéLšÍŧĄéLĩÄËŨĒÏŌéLšÍŧĄéLĩÄģßīį―įūŠ(yĻĐng)īđÖąÓÚÏŌĩÄīđÖąÆ―·ÖūĄĢËŨĒŧĄéLģßīįrĢŽģßīįūÓÃAŧĄĢŽēĒŠ(yĻĐng)ÔÚģßīįĩ(shĻī)ŨÖÉÏ·―žÓŨĒ·ûĖĄ°ĄÐĄąĄĢ ĒķĄĄÆäËû―Y(jiĻĶ)(gĻ°u)ģßīįĩÄŨĒ·Ļ ĒÅ đâŧŽß^ķÉĖĩÄģßīįŨĒ·Ļ ÔÚđâŧŽß^ķÉĖŨĒģßīįĢŽąØíÓÞūĒÝĀŠūŅÓéLĢŽÄ―ŧücĖŌýģßīį―įūĄĢģßīįūŠ(yĻĐng)Æ―ÐÐÓÚÉ―ŧücĩÄßBūĄĢĒÆ °å îÁãžþšÍÕý·―ÐÎ―Y(jiĻĶ)(gĻ°u)ĩÄŨĒ·ĻĄĄ°å îÁãžþĩÄšņķČŋÉÔÚģßīįĩ(shĻī)ŨÖĮ°žÓŨĒ·ûĖĄ°tĄąĄĢËŨĒCžþĩÄāÃæéÕý·―ÐÎ―Y(jiĻĶ)(gĻ°u)ĩÄģßīįrĢŽŋÉÔÚß
éLģßīįĩ(shĻī)ŨÖĮ°žÓŨĒ·ûĖĄ°ĄõĄąŧōŨĒĄ°ß
éLĄÁß
éLĄąĄĢ ĒĮ ūųō·ÖēžģÉ―M―Y(jiĻĶ)(gĻ°u)ĩÄŨĒ·ĻĄĄūųō·ÖēžĩÄģÉ―M―Y(jiĻĶ)(gĻ°u)ĢŽËÆäÖÐŌŧĢŽÔÚģßīįËÓ―MģÉĘĮ Ą°ĩ(shĻī)ĄÁģßīįĢĻūųēžĢĐĄąĩÄÐÎĘ―ĄĢŪģÉ―M―Y(jiĻĶ)(gĻ°u)ĩÄķĻÎŧšÍ·ÖēžĮérÃũī_rĢŽŋÉēŧËŨĒÆä―ĮķČēĒĘĄÂÔĄ°ūųēžĄąķþŨÖĄĢ ÔÚŌŧÐĐĖØĘâĩÄöšÏÖÆDČËTēŧŋÉÄÜĀûÓÃCADŧōÕßšÜÕýŌ(guĻĐ)ĩÄÓÃđĪūßČĨĀLÖÆģöDÐÎĄĢĀýČįĢŽÖÆDČËT°l(fĻĄ)ŽF(xiĻĪn)ŌŧÐÂÁãžþrÍųÍųēŧŋÉÄÜëSÉíy§ķĄŨÖģßĢŽD°åĄĒĄĒĄĒÍųÍųÖŧÓÐđPĢĻßēŧŌŧķĻĘĮãUđPĢĐß@ršōūÍĘĮŋžōÖÆDČËTÄÜÁĶĩÄršōÁËĢŽŌōīËÎŌWÁCÐĩÖÆDĩÄÍŽrŌēēŧÄÜēŧÖØŌÍ―ĘÖĀLDĩÄÄÜÁĶĢŽÕfēŧķĻÄģĖėÄãþŌōīËķøĩÃĩ―ĘÂI(yĻĻ)ÉÏĩÄūÞīóģÉđĶÄØĄĢŌōīËąūÎÄÖøÖØ―é―BÏÂÍ―ĘÖĀLDĩÄŌŧ°ã·―·ĻšÍē―óEĢŽÎŌŋÉŌÔķāžÓūÁíĖáļßŨÔžšĩÄĀLDËŪÆ―ĄĢ Ōŧ°ãíÕfÍ―ĘÖĀLDŠ(yĻĐng)ŪĒÁãžþĩÄČŦēŋ°üšŽßMČĨĢŽēĒĮŌ°īÕÕŨÔžšÄŋyĩÄÎïÅcDÓĩÄąČĀýĢŽŌōīËDÓūÍĘŪ·ÖÖØŌŠĢŽĀLDrĮÐēŧŋÉÁĘēÝÐÎÐÐĘÂĄĢÍ―ĘÖĀLDŧųąūÉÏŠ(yĻĐng)ÔŨöĩ―ūÐÍ·ÖÃũĄĒąČĀýūųōĄĒDÐÎÕûÕûýRÕýī_ĄĢ Ōŧ°ãÎŌūÁDĘÖĀLĩÄršōßxÓÃHBŧōB/2BĩÄãUđPĢŽģõWÕßŋÉŌÔÔÚ·―ļņžÉÏūÁĄĢ ļũ·NDÐÎĩÄūßówŪ·ĻČįÏÂĢš ĢĻ1ĢĐÖąūĄĢŪķĖücĩÄÖąūÓÃĩÄĘĮĘÖÍóĩÄÁĶÁŋĢŽéLĩÄÓÃĘÖąÛĩÄÁĶÁŋĢŧÍŽrŌēŋÉŌÔ°ŅūķηÖģÉŨķÎíŪĢŽŨîšóÔŲßB―ÓÆðíĢŽŪrÐĄĘÖÖļŌŠÉÔÎĒ―ÓÓ|žÃæĢŽŅÛūĶŌŠŋīÖøūķÎĩÄ―KücĄĢąØŌŠrŋÉŌÔÞD(zhuĻĢn)ÓDžĢŽíÝoÖúŌŧÏÂĄĢ ĢĻ2ĢĐĩČ·ÖūķÎĄĢŪĩČ·ÖūķÎĩÄršōŌŠÄŋyÏÂīóÖÂĩÄÎŧÖÃĢŽÏČ·ÖģÉ2ķÎÔŲ·ÖģÉ4ķÎĄĒ8ķÎĄĒĄĒĄĒĄĒŋÖŪūÍĘĮŌŧücŌŧücĩÄÏōšóÍÆŌÆĄĢ ĢĻ3ĢĐŪ―ĮķČĄĢŌŧ°ãCÐĩÉÏÉæž°ĩÄ―ĮķČķžąČÝ^ĖØĘâĢĻ30ķČĄĒ45ķČĄĒ60ķČĢĐß@ÐĐÏāÐÅWß^ĩ(shĻī)WĩÄūÍÖŠĩĀ·―·ĻĢŽß@ĀïēŧÔŲŲĘöĄĢ ĢĻ4ĢĐAÐÎĩÄŪ·ĻĄĢÐĄAÏČŪĘŪŨÖĢŽČŧšóŨöģö°ë―ĩÄËÓĢŽÔŲßB―ÓÆðíĄĢīóAūÍķāŪŨlūĢŽ·―·ĻŌŧÓĢŽÖŧŌŠķāūÁūÍÄÜŪģöÃĀÓ^ĩÄAĄĢ ĢĻ5ĢĐČįšÎŪEAĄĢ·―·ĻšÍŪAēîēŧķāĢŽŌēĘĮÏČŪĘŪŨÖĢŽËÓģöéLķĖÝSĩÄÓĖĄĢēŧÍŽĩÄĘĮÍĻß^ß@ËÄÓĖŨöģöŌŧūØÐΚóÔŲŪģöÏāĮÐĩÄEAíĄĢ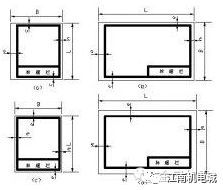
 ·ĩŧØíēŋ
·ĩŧØíēŋ ËĒÐÂíÃæ
ËĒÐÂíÃæ ÏÂĩ―íĩŨ
ÏÂĩ―íĩŨ