
╣ż│╠łDśė▒╗ĘQ×ķ╣ż│╠╝╝ągĮńĄ─Ī░šZčįĪ▒Ż¼į┌▒Ē▀_Š▀Ž¾╩┬╬’Ą─Ģr║“Ż¼łDą╬Ą─▒Ē¼F┴”▀h│¼Ųõ╦¹├ĮĮķŻ¼ę“┤╦╚╦éāšfĪ░ę╗łDä┘Ū¦čįĪ▒ĪŻŽ┬├µš¹└Ēę╗Ę▌ĮøĄõÖCąĄųŲłDś╦£╩Ż¼░³└©▌S╠ūŅÉĪó▒P╔wŅÉĪó▓µ╝▄ŅÉĪóŽõ¾wŅÉ┴Ń╝■Ą─ųŲłDĘĮĘ©Ż¼ęį╝░▒Ē├µ┤ų▓┌Č╚╝░╣½▓Ņ┼õ║ŽĄ╚ų¬ūRĪŻ
Ą┌ę╗▓┐ĘųŻ║ÖCąĄųŲłD┼c│▀┤ńś╦ūóų¬ūR
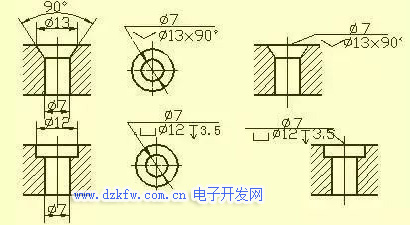
1.▌S╠ūŅÉ┴Ń╝■▀@ŅÉ┴Ń╝■ę╗░Ńėą▌SĪóęr╠ūĄ╚┴Ń╝■Ż¼į┌ęĢłD▒Ē▀_ĢrŻ¼ų╗ꬫŗ│÷ę╗éĆ╗∙▒ŠęĢłDį┘╝ė╔Ž▀m«öĄ─öÓ├µłD║═│▀┤ńś╦ūóŻ¼Š═┐╔ęį░č╦³Ą─ų„ꬹ╬ĀŅ╠žš„ęį╝░Šų▓┐ĮYśŗ▒Ē▀_│÷üĒ┴╦ĪŻ×ķ┴╦▒Ńė┌╝ė╣żĢr┐┤łDŻ¼▌SŠĆę╗░Ń░┤╦«ŲĮĘ┼ų├▀Mąą═Čė░Ż¼ūŅ║├▀xō±▌SŠĆ×ķé╚┤╣ŠĆĄ─╬╗ų├ĪŻ į┌ś╦ūó▌S╠ūŅÉ┴Ń╝■Ą─│▀┤ńĢrŻ¼│Żęį╦³Ą─▌SŠĆū„×ķÅĮŽ“│▀┤ń╗∙£╩ĪŻė╔┤╦ūó│÷łDųą╦∙╩ŠĄ─¦Č14 Īó¦Č11Ż©ęŖA-AöÓ├µŻ®Ą╚ĪŻ▀@śėŠ═░čįOėŗ╔ŽĄ─ę¬Ū¾║═╝ė╣żĢrĄ─╣ż╦ć╗∙£╩Ż©▌SŅÉ┴Ń╝■į┌▄ć┤▓╔Ž╝ė╣żĢrŻ¼ā╔Č╦ė├ĒößśĒöūĪ▌SĄ─ųąą─┐ūŻ®Įyę╗ŲüĒ┴╦ĪŻČ°ķLČ╚ĘĮŽ“Ą─╗∙£╩│Ż▀xė├ųžę¬Ą─Č╦├µĪóĮėė|├µŻ©▌S╝ńŻ®╗“╝ė╣ż├µĄ╚ĪŻ

╚ńłDųą╦∙╩ŠĄ─▒Ē├µ┤ų▓┌Č╚×ķRa6.3Ą─ėę▌S╝ńŻ¼▒╗▀x×ķķLČ╚ĘĮŽ“Ą─ų„ę¬│▀┤ń╗∙£╩Ż¼ė╔┤╦ūó│÷13Īó28Īó1.5║═26.5Ą╚│▀┤ńŻ╗į┘ęįėę▌SČ╦×ķķLČ╚ĘĮŽ“Ą─▌oų·╗∙Ż¼Å─Č°ś╦ūó│÷▌SĄ─┐éķL96ĪŻ
2.▒P╔wŅÉ┴Ń╝■▀@ŅÉ┴Ń╝■Ą─╗∙▒Šą╬ĀŅ╩Ū▒ŌŲĮĄ─▒PĀŅŻ¼ę╗░ŃėąČ╦╔wĪóķy╔wĪó²X▌åĄ╚┴Ń╝■Ż¼╦³éāĄ─ų„ę¬ĮYśŗ┤¾¾w╔Žėą╗ž▐D¾wŻ¼═©│Ż▀ĆĦėąĖ„ĘNą╬ĀŅĄ─═╣ŠēĪóŠ∙ä“Ą─łA┐ū║═└▀Ą╚Šų▓┐ĮYśŗĪŻį┌ęĢłD▀xō±ĢrŻ¼ę╗░Ń▀xō±▀^ī”ĘQ├µ╗“╗ž▐D▌SŠĆĄ─Ų╩ęĢłDū„ų„ęĢłDŻ¼═¼Ģr▀ĆąĶį÷╝ė▀m«öĄ─Ųõ╦³ęĢłDŻ©╚ńū¾ęĢłDĪóėęęĢłD╗“Ė®ęĢłDŻ®░č┴Ń╝■Ą─═Ōą╬║═Š∙▓╝ĮYśŗ▒Ē▀_│÷üĒĪŻ╚ńłDųą╦∙╩ŠŠ═į÷╝ė┴╦ę╗éĆū¾ęĢłDŻ¼ęį▒Ē▀_ĦłAĮŪĄ─ĘĮą╬═╣Šē║═╦─Š∙ä“Ą─═©┐ūĪŻ

į┌ś╦ūó▒P╔wŅÉ┴Ń╝■Ą─│▀┤ńĢrŻ¼═©│Ż▀xė├═©▀^▌S┐ūĄ─▌SŠĆū„×ķÅĮŽ“│▀┤ń╗∙£╩Ż¼ķLČ╚ĘĮŽ“Ą─ų„ę¬│▀┤ń╗∙£╩│Ż▀xė├ųžę¬Ą─Č╦├µĪŻ
3.▓µ╝▄ŅÉ┴Ń╝■▀@ŅÉ┴Ń╝■ę╗░Ńėąō▄▓µĪó▀BŚUĪóų¦ū∙Ą╚┴Ń╝■ĪŻė╔ė┌╦³éāĄ─╝ė╣ż╬╗ų├ČÓūāŻ¼į┌▀xō±ų„ęĢłDĢrŻ¼ų„ę¬┐╝æ]╣żū„╬╗ų├║═ą╬ĀŅ╠žš„ĪŻī”Ųõ╦³ęĢłDĄ─▀xō±Ż¼│Ż│ŻąĶę¬ā╔éĆ╗“ā╔éĆęį╔ŽĄ─╗∙▒ŠęĢłDŻ¼▓óŪę▀Ćę¬ė├▀m«öĄ─Šų▓┐ęĢłDĪóöÓ├µłDĄ╚▒Ē▀_ĘĮĘ©üĒ▒Ē▀_┴Ń╝■Ą─Šų▓┐ĮYśŗĪŻ╠ż─_ū∙┴Ń╝■łDųą╦∙╩ŠęĢłD▀xō±▒Ē▀_ĘĮ░ĖŠ½ŠÜĪóŪÕ╬·ī”ė┌▒Ē▀_▌S│ą║═└▀Ą─īÆČ╚üĒšfŻ¼ėęęĢłD╩Ūø]ėą▒žę¬Ą─Ż¼Č°ī”ė┌Tūųą╬└▀Ż¼▓╔ė├Ų╩├µ▒╚▌^║Ž▀mĪŻ 
į┌ś╦ūó▓µ╝▄ŅÉ┴Ń╝■Ą─│▀┤ńĢrŻ¼═©│Ż▀xė├░▓čb╗∙├µ╗“┴Ń╝■Ą─ī”ĘQ├µū„×ķ│▀┤ń╗∙£╩ĪŻ│▀┤ńś╦ūóĘĮĘ©ģóęŖłDĪŻ
4.Žõ¾wŅÉ┴Ń╝■ę╗░ŃüĒšfŻ¼▀@ŅÉ┴Ń╝■Ą─ą╬ĀŅĪóĮYśŗ▒╚Ū░├µ╚²ŅÉ┴Ń╝■Å═ļsŻ¼Č°Ūę╝ė╣ż╬╗ų├Ą─ūā╗»Ė³ČÓĪŻ▀@ŅÉ┴Ń╝■ę╗░Ńėąķy¾wĪó▒├¾wĪó£p╦┘Ų„Žõ¾wĄ╚┴Ń╝■ĪŻį┌▀xō±ų„ęĢłDĢrŻ¼ų„ę¬┐╝æ]╣żū„╬╗ų├║═ą╬ĀŅ╠žš„ĪŻ▀xė├Ųõ╦³ęĢłDĢrŻ¼æ¬Ė∙ō■īŹļHŪķør▓╔ė├▀m«öĄ─Ų╩ęĢĪóöÓ├µĪóŠų▓┐ęĢłD║═ą▒ęĢłDĄ╚ČÓĘN▌oų·ęĢłDŻ¼ęįŪÕ╬·Ąž▒Ē▀_┴Ń╝■Ą─ā╚═ŌĮYśŗĪŻ 
į┌ś╦ūó│▀┤ńĘĮ├µŻ¼═©│Ż▀xė├įOėŗ╔Žę¬Ū¾Ą─▌SŠĆĪóųžę¬Ą─░▓čb├µĪóĮėė|├µŻ©╗“╝ė╣ż├µŻ®ĪóŽõ¾w─│ą®ų„ę¬ĮYśŗĄ─ī”ĘQ├µŻ©īÆČ╚ĪóķLČ╚Ż®Ą╚ū„×ķ│▀┤ń╗∙£╩ĪŻī”ė┌Žõ¾w╔ŽąĶę¬ŪąŽ„╝ė╣żĄ─▓┐ĘųŻ¼æ¬▒M┐╔─▄░┤▒Ńė┌╝ė╣ż║═Öz“ץ─ę¬Ū¾üĒś╦ūó│▀┤ńĪŻ 5.┴Ń╝■│ŻęŖĮYśŗĄ─│▀┤ńūóĘ©│ŻęŖ┐ūĄ─│▀┤ńūóĘ©Ż©├ż┐ūĪó┬▌╝y┐ūĪó│┴┐ūĪó’┴ŲĮ┐ūŻ®Ż╗Ą╣ĮŪĄ─│▀┤ńūóĘ©ĪŻ 
├ż┐ū

┬▌╝y┐ū
│┴ ┐ū

’┴ŲĮ┐ū

Ą╣ ĮŪ
Ą┌Č■▓┐ĘųŻ║▒Ē├µ┤ų▓┌Č╚ų¬ūR
1.▒Ē├µ┤ų▓┌Č╚Ą─Ė┼─Ņ╝░ų„ę¬įuČ©ģóöĄŻ©1Ż®▒Ē├µ┤ų▓┌Č╚Ą─Ė┼─Ņ┴Ń╝■▒Ē├µ╔ŽŠ▀ėą▌^ąĪķgŠÓĄ─ĘÕ╣╚╦∙ĮM│╔Ą─╬óė^Äū║╬ą╬ĀŅ╠žąįŻ¼ĘQ×ķ▒Ē├µ┤ų▓┌Č╚ĪŻ▀@ų„ę¬╩Ūį┌╝ė╣ż┴Ń╝■ĢrŻ¼ė╔ė┌ĄČŠ▀į┌┴Ń╝■▒Ē├µ╔Ž┴¶Ž┬Ą─ĄČ║█╝░ŪąŽ„Ęų┴čĢr▒Ē├µĮī┘Ą─╦▄ąįūāą╬╦∙ą╬│╔Ą─ĪŻ┴Ń╝■▒Ē├µ┤ų▓┌Č╚╩Ūę▓╩ŪįuČ©┴Ń╝■▒Ē├µ┘|┴┐Ą─ę╗ĒŚ╝╝ągųĖś╦Ż¼╦³ī”┴Ń╝■Ą─┼õ║Žąį┘|Īó╣żū„Š½Č╚Īó─═─źąįĪó┐╣Ė»╬gąįĪó├▄ĘŌąįĪó═Ōė^Ą╚Č╝ėąė░ĒæĪŻį┌▒ŻūCÖCŲ„ąį─▄Ą─Ū░╠ߎ┬Ż¼×ķ½@Ą├ŽÓæ¬Ą─┴Ń╝■▒Ē├µ┤ų▓┌Č╚Ż¼æ¬Ė∙ō■┴Ń╝■Ą─ū„ė├Ż¼▀xė├ŪĪ«öĄ─╝ė╣żĘĮĘ©Ż¼▒M┴┐ĮĄĄ═╔·«a│╔▒ŠĪŻę╗░ŃüĒšfŻ¼Ę▓┴Ń╝■╔Žėą┼õ║Žę¬Ū¾╗“ėąŽÓī”▀\äėĄ─▒Ē├µŻ¼▒Ē├µ┤ų▓┌Č╚ģóöĄųĄę¬ąĪĪŻ Ż©2Ż®▒Ē├µ┤ų▓┌Č╚Ą─┤·╠¢ĪóĘ¹╠¢╝░Ųõś╦ūóGB/T 131-1993ęÄČ©┴╦▒Ē├µ┤ų▓┌Č╚┤·╠¢╝░ŲõūóĘ©ĪŻłDśė╔Ž▒Ē╩Š┴Ń╝■▒Ē├µ┤ų▓┌Č╚Ą─Ę¹╠¢ęŖŽ┬▒ĒĪŻ 
Ż©3Ż®▒Ē├µ┤ų▓┌Č╚Ą─ų„ę¬įuČ©ģóöĄ1) ▌å└¬╦ŃągŲĮŠ∙Ų½▓ŅŻ©RaŻ®į┌╚ĪśėķLČ╚ā╚Ż¼▌å└¬Ų½ŠÓĮ^ī”ųĄĄ─╦ŃągŲĮŠ∙ųĄĪŻRaĄ─öĄųĄ╝░╚ĪśėķLČ╚ęŖ▒ĒĪŻ 
2)▌å└¬ūŅ┤¾Ė▀Č╚Ż©RzŻ®į┌╚ĪśėķLČ╚ā╚Ż¼▌å└¬ĘÕĒöŠĆ┼c▌å└¬ĘÕĄūŠĆĄ─ŠÓļxĪŻ 
Ī°╩╣ė├Ģrā׎╚▀xė├RaģóöĄ 2.▒Ē├µ┤ų▓┌Č╚Ą─ś╦ūóę¬Ū¾Ż©1Ż®▒Ē├µ┤ų▓┌Č╚Ą─┤·╠¢ś╦ūó╩Š└²▒Ē├µ┤ų▓┌Č╚Ė▀Č╚ģóöĄRaĪóRzĪóRyį┌┤·╠¢ųąė├öĄųĄś╦ūóĢrŻ¼│²ģóöĄ┤·╠¢Ra┐╔╩Ī┬į═ŌŻ¼ŲõėÓį┌ģóöĄųĄŪ░ąĶś╦ūó│÷ŽÓæ¬Ą─ģóöĄ┤·╠¢Rz╗“RyŻ¼ś╦ūó╩Š└²ęŖ▒ĒĪŻ 
▒Ē├µ┤ų▓┌Č╚Ą─ś╦ūó▒Ē├µ┤ų▓┌Č╚ųąöĄūų╝░Ę¹╠¢Ą─ĘĮŽ“ĪŻ 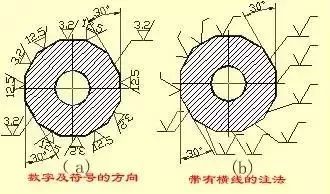
Ż©2Ż®▒Ē├µ┤ų▓┌Č╚┤·Ż©Ę¹╠¢Ż®į┌łDśė╔ŽĄ─ś╦ūóĘĮĘ©1)▒Ē├µ┤ų▓┌Č╚┤·Ż©Ę¹Ż®╠¢ę╗░Ńæ¬ūóį┌┐╔ęŖ▌å└¬ŠĆĪó│▀┤ńĮńŠĆ╗“╦³éāĄ─čėķLŠĆ╔ŽŻ¼Ę¹╠¢Ą─╝ŌČ╦▒žĒÜÅ─▓─┴Ž═ŌųĖŽ“▒Ē├µĪŻ2)▒Ē├µ┤ų▓┌Č╚┤·╠¢ųąöĄūų╝░Ę¹╠¢Ą─ĘĮŽ“▒žĒÜ░┤ęÄČ©ś╦ūóĪŻ 3.▒Ē├µ┤ų▓┌Č╚Ą─ś╦ūó╩Š└² 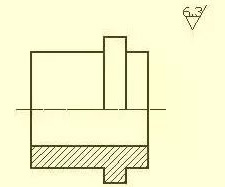
į┌═¼ę╗łDśė╔ŽŻ¼├┐ę╗▒Ē├µę╗░Ńų╗ś╦ūóę╗┤╬┤·Ż©Ę¹Ż®╠¢Ż¼▓ó▒M┐╔─▄Ąž┐┐Į³ėąĻPĄ─│▀┤ńŠĆĪŻ«ö┐šķg¬MąĪ╗“▓╗▒Ńś╦ūóĢr┐╔ęįę²│÷ś╦ūóĪŻ«ö┴Ń╝■╦∙ėą▒Ē├µŠ▀ėąŽÓ═¼Ą─▒Ē├µ┤ų▓┌Č╚ę¬Ū¾ĢrŻ¼┐╔Įyę╗ś╦ūóį┌łDśėĄ─ėę╔ŽĮŪŻ¼«ö┴Ń╝■Ą─┤¾▓┐Ęų▒Ē├µŠ▀ėąŽÓ═¼Ą─▒Ē├µ┤ų▓┌Č╚ę¬Ū¾ĢrŻ¼ī”Ųõųą╩╣ė├ūŅČÓĄ─ę╗ĘN┤·Ż©Ę¹Ż®╠¢┐╔ęį═¼Ģrūóį┌łDśėĄ─ėę╔ŽĮŪŻ¼▓ó╝ėūó'ŲõėÓ'╗“'╚½▓┐'ā╔ūųĪŻĘ▓Įyę╗ś╦ūóĄ─▒Ē├µ┤ų▓┌Č╚┤·Ż©Ę¹Ż®╠¢╝░šf├„╬─ūųŻ¼ŲõĖ▀Č╚Š∙æ¬įō╩ŪłDśėś╦ūóĄ─1.4▒ČĪŻ 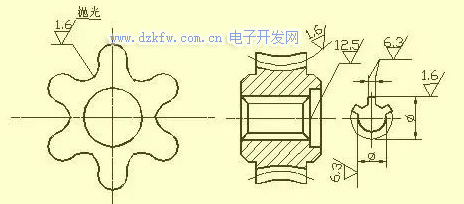
┴Ń╝■╔Ž▀B└m▒Ē├µĪóųžÅ═ę¬╦žŻ©╚ń┐ūĪó²XĪó▓█Ą╚Ż®Ą─▒Ē├µ║═ė├╝ÜīŹŠĆ▀BĮė▓╗▀B└mĄ─═¼ę╗▒Ē├µŻ¼Ųõ▒Ē├µ┤ų▓┌Č╚┤·Ż©Ę¹Ż®╠¢ų╗ūóę╗┤╬ĪŻ 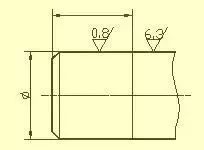
═¼ę╗▒Ē├µ╔Žėą▓╗═¼Ą─▒Ē├µ┤ų▓┌Č╚ę¬Ū¾ĢrŻ¼æ¬ė├╝ÜīŹŠĆ«ŗ│÷ŲõĘųĮńŠĆŻ¼▓óūó│÷ŽÓæ¬Ą─▒Ē├µ┤ų▓┌Č╚┤·╠¢║═│▀┤ńĪŻ 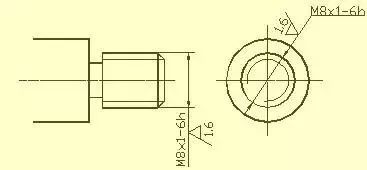
²X▌åĪó┬▌╝yĄ╚╣żū„▒Ē├µø]ėą«ŗ│÷²XŻ©č└Ż®ą╬ĢrŻ¼Ųõ▒Ē├µ┤ų▓┌Č╚┤·Ż©Ę¹Ż®╠¢ūóĘ©ęŖłDĪŻ 
ųąą─┐ūĄ─╣żū„▒Ē├µŻ¼µI▓█Ą─╣żū„▒Ē├µŻ¼Ą╣ĮŪŻ¼łAĮŪĄ─▒Ē├µ┤ų▓┌Č╚┤·╠¢┐╔ęį║å╗»ś╦ūóĪŻ 
ąĶę¬īó┴Ń╝■Šų▓┐¤ß╠Ä└Ē╗“Šų▓┐ÕāŻ©═┐Ż®Ė▓ĢrŻ¼æ¬ė├┤ų³c«ŗŠĆ«ŗ│÷ŲõĘČć·▓óś╦ūó│÷ŽÓæ¬│▀┤ńŻ¼ę▓┐╔īóŲõę¬Ū¾ūóīæį┌▒Ē├µ┤ų▓┌Č╚Ę¹╠¢ķL▀ģĄ─ÖMŠĆ╔ŽĪŻ
Ą┌╚²▓┐ĘųŻ║╣½▓Ņ┼c┼õ║Žų¬ūR
1.ś╦£╩╣½▓Ņ║═╗∙▒ŠŲ½▓Ņ×ķ▒Ńė┌╔·«aŻ¼īŹ¼F┴Ń╝■Ą─╗źōQąį╝░ØMūŃ▓╗═¼Ą─╩╣ė├ę¬Ū¾Ż¼ć°╝ęś╦£╩ĪČśOŽ▐┼c┼õ║ŽĪĘęÄČ©┴╦╣½▓ŅĦė╔ś╦£╩╣½▓Ņ║═╗∙▒ŠŲ½▓Ņā╔éĆę¬╦žĮM│╔ĪŻś╦£╩╣½▓Ņ┤_Č©╣½▓ŅĦĄ─┤¾ąĪŻ¼Č°╗∙▒ŠŲ½▓Ņ┤_Č©╣½▓ŅĦĄ─╬╗ų├ĪŻ Ż©1Ż®ś╦£╩╣½▓ŅŻ©ITŻ®ś╦£╩╣½▓ŅĄ─öĄųĄė╔╗∙▒Š│▀┤ń║═╣½▓ŅĄ╚╝ēüĒøQČ©ĪŻŲõųą╣½▓ŅĄ╚╝ē╩Ū┤_Č©│▀┤ńŠ½┤_│╠Č╚Ą─ś╦ėøĪŻś╦£╩╣½▓ŅĘų×ķ20╝ēŻ¼╝┤IT01Ż¼IT0Ż¼IT1Ż¼ĪŁŻ¼IT18ĪŻŲõ│▀┤ńŠ½┤_│╠Č╚Å─IT01ĄĮIT18ę└┤╬ĮĄĄ═ĪŻś╦£╩╣½▓ŅĄ─Š▀¾wöĄųĄęŖėąĻPś╦£╩ĪŻ 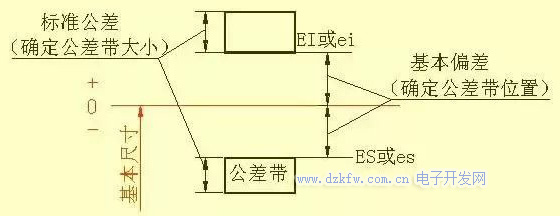
Ż©2Ż®╗∙▒ŠŲ½▓Ņ╗∙▒ŠŲ½▓Ņ╩ŪųĖį┌ś╦£╩Ą─śOŽ▐┼c┼õ║ŽųąŻ¼┤_Č©╣½▓ŅĦŽÓī”┴ŃŠĆ╬╗ų├Ą─╔ŽŲ½▓Ņ╗“Ž┬Ų½▓ŅŻ¼ę╗░ŃųĖ┐┐Į³┴ŃŠĆĄ──ŪéĆŲ½▓ŅĪŻ«ö╣½▓ŅĦį┌┴ŃŠĆĄ─╔ŽĘĮĢrŻ¼╗∙▒ŠŲ½▓Ņ×ķŽ┬Ų½▓ŅŻ╗Ę┤ų«Ż¼ät×ķ╔ŽŲ½▓ŅĪŻ╗∙▒ŠŲ½▓Ņ╣▓ėą28éĆŻ¼┤·╠¢ė├└ŁČĪūų─Ė▒Ē╩ŠŻ¼┤¾īæ×ķ┐ūŻ¼ąĪīæ×ķ▌SĪŻÅ─╗∙▒ŠŲ½▓ŅŽĄ┴ąłDųą┐╔ęį┐┤│÷Ż║┐ūĄ─╗∙▒ŠŲ½▓ŅAĪ½H║═▌SĄ─╗∙▒ŠŲ½▓ŅkĪ½zc×ķŽ┬Ų½▓ŅŻ╗Ż¼┐ūĄ─╗∙▒ŠŲ½▓ŅKĪ½ZC║═▌SĄ─╗∙▒ŠŲ½▓ŅaĪ½h×ķ╔ŽŲ½▓ŅŻ¼JS║═jsĄ─╣½▓ŅĦī”ĘQĘų▓╝ė┌┴ŃŠĆā╔▀ģĪó┐ū║═▌SĄ─╔ŽĪóŽ┬Ų½▓ŅĘųäeČ╝╩Ū+IT/2Īó-IT/2ĪŻ╗∙▒ŠŲ½▓ŅŽĄ┴ąłDų╗▒Ē╩Š╣½▓ŅĦĄ─╬╗ų├Ż¼▓╗▒Ē╩Š╣½▓ŅĄ─┤¾ąĪŻ¼ę“┤╦Ż¼╣½▓ŅĦę╗Č╦╩Ūķ_┐┌Ż¼ķ_┐┌Ą─┴Ēę╗Č╦ė╔ś╦£╩╣½▓ŅŽ▐Č©ĪŻ 
╗∙▒ŠŲ½▓Ņ║═ś╦£╩╣½▓ŅŻ¼Ė∙ō■│▀┤ń╣½▓ŅĄ─Č©┴xėąęįŽ┬Ą─ėŗ╦Ń╩ĮŻ║ES=EI+IT ╗“ EI=ES-ITei=es-IT╗“ es=ei+IT ┐ū║═▌SĄ─╣½▓ŅĦ┤·╠¢ė├╗∙▒ŠŲ½▓Ņ┤·╠¢┼c╣½▓ŅĦĄ╚╝ē┤·╠¢ĮM│╔ĪŻ Ż©3Ż®┼õ║Ž╗∙▒Š│▀┤ńŽÓ═¼Ą─ĪóŽÓ╗źĮY║ŽĄ─┐ū║═▌S╣½▓ŅĦų«ķgĄ─ĻPŽĄŻ¼ĘQ×ķ┼õ║ŽĪŻĖ∙ō■╩╣ė├ę¬Ū¾Ą─▓╗═¼Ż¼┐ū║═▌Sų«ķgĄ─┼õ║Žėą╦╔ėąŠoŻ¼ę“Č°ć°ś╦ęÄČ©┼õ║ŽĘNŅÉŻ║ 1Ż®ķgŽČ┼õ║Ž┐ū┼c▌Sčb┼õĢrŻ¼ėąķgŽČŻ©░³└©ūŅąĪķgŽČĄ╚ė┌┴ŃŻ®Ą─┼õ║ŽĪŻ┐ūĄ─╣½▓ŅĦį┌▌SĄ─╣½▓ŅĦų«╔ŽĪŻ 2Ż®▀^Č╔┼õ║Ž┐ū┼c▌Sčb┼õĢrŻ¼┐╔─▄ėąķgŽČ╗“▀^ė»Ą─┼õ║ŽĪŻ┐ūĄ─╣½▓ŅĦ┼c▌SĄ─╣½▓ŅĦ╗źŽÓĮ╗»BĪŻ 3Ż®▀^ė»┼õ║Ž┐ū┼c▌Sčb┼õĢrėą▀^ė»Ż©░³└©ūŅąĪ▀^ė»Ą╚ė┌┴ŃŻ®Ą─┼õ║ŽĪŻ┐ūĄ─╣½▓ŅĦį┌▌SĄ─╣½▓ŅĦų«Ž┬ĪŻ 
Ż©4Ż®╗∙£╩ųŲį┌ųŲįņ┼õ║ŽĄ─┴Ń╝■ĢrŻ¼╩╣Ųõųąę╗ĘN┴Ń╝■ū„×ķ╗∙£╩╝■Ż¼╦³Ą─╗∙▒ŠŲ½▓Ņę╗Č©Ż¼═©▀^Ė─ūā┴Ēę╗ĘNĘŪ╗∙£╩╝■Ą─╗∙▒ŠŲ½▓ŅüĒ½@Ą├Ė„ĘN▓╗═¼ąį┘|┼õ║ŽĄ─ųŲČ╚ĘQ×ķ╗∙£╩ųŲĪŻĖ∙ō■╔·«aīŹļHĄ─ąĶ꬯¼ć°╝ęś╦£╩ęÄČ©┴╦ā╔ĘN╗∙£╩ųŲĪŻ 1Ż®╗∙┐ūųŲ╗∙┐ūųŲ--╩ŪųĖ╗∙▒ŠŲ½▓Ņ×ķę╗Č©Ą─┐ūĄ─╣½▓ŅĦ┼c▓╗═¼╗∙▒ŠŲ½▓ŅĄ─▌SĄ─╣½▓ŅĦą╬│╔Ė„ĘN┼õ║ŽĄ─ę╗ĘNųŲČ╚ĪŻęŖū¾Ž┬łDĪŻ╗∙┐ūųŲĄ─┐ūĘQ×ķ╗∙£╩┐ūŻ¼Ųõ╗∙▒ŠŲ½▓Ņ┤·╠¢×ķHŻ¼ŲõŽ┬Ų½▓Ņ×ķ┴ŃĪŻ
2Ż®╗∙▌SųŲ╗∙▌SųŲ--╩ŪųĖ╗∙▒ŠŲ½▓Ņ×ķę╗Č©Ą─▌SĄ─╣½▓ŅĦ┼c▓╗═¼╗∙▒ŠŲ½▓ŅĄ─┐ūĄ─╣½▓ŅĦą╬│╔Ė„ĘN┼õ║ŽĄ─ę╗ĘNųŲČ╚ĪŻęŖėęŽ┬łDĪŻ╗∙▌SųŲĄ─▌SĘQ×ķ╗∙£╩▌SŻ¼Ųõ╗∙▒ŠŲ½▓Ņ┤·╠¢×ķhŻ¼Ųõ╔ŽŲ½▓Ņ×ķ┴ŃĪŻ 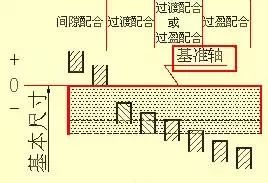
Ż©5Ż®┼õ║Ž┤·╠¢┼õ║Ž┤·╠¢ė╔┐ū║═▌SĄ─╣½▓ŅĦ┤·╠¢ĮM│╔Ż¼īæ│╔ĘųöĄą╬╩ĮŻ¼Ęųūė×ķ┐ūĄ─╣½▓ŅĦ┤·╠¢Ż¼Ęų─Ė×ķ▌SĄ─╣½▓ŅĦ┤·╠¢ĪŻĘ▓╩ŪĘųūėųą║¼HĄ─×ķ╗∙┐ūųŲ┼õ║ŽŻ¼Ę▓╩ŪĘų─Ėųą║¼hĄ─×ķ╗∙▌SųŲ┼õ║ŽĪŻ └²╚ń ”š25H7/g6Ą─║¼┴x╩ŪųĖįō┼õ║ŽĄ─╗∙▒Š│▀┤ń×ķ”š25Īó╗∙┐ūųŲĄ─ķgŽČ┼õ║ŽŻ¼╗∙£╩┐ūĄ─╣½▓ŅĦ×ķH7Ż¼Ż©╗∙▒ŠŲ½▓Ņ×ķH╣½▓ŅĄ╚╝ē×ķ7╝ēŻ®Ż¼▌SĄ─╣½▓ŅĦ×ķg6Ż©╗∙▒ŠŲ½▓Ņ×ķgŻ¼╣½▓ŅĄ╚╝ē×ķ6╝ēŻ®ĪŻ └²╚ń ”š25N7/h6 Ą─║¼┴x╩ŪųĖįō┼õ║ŽĄ─╗∙▒Š│▀┤ń×ķ”š25Īó╗∙▌SųŲ▀^Č╔┼õ║ŽŻ¼╗∙£╩▌SĄ─╣½▓ŅĦ×ķh6Ż¼Ż©╗∙▒ŠŲ½▓Ņ×ķhŻ¼╣½▓ŅĄ╚╝ē×ķ6╝ēŻ®Ż¼┐ūĄ─╣½▓ŅĦ×ķN7Ż©╗∙▒ŠŲ½▓Ņ×ķNŻ¼╣½▓ŅĄ╚╝ē×ķ7╝ēŻ®ĪŻ ╣½▓Ņ┼c┼õ║Žį┌łDśė╔ŽĄ─ś╦ūó Ż║1Ż®į┌čb┼õłD╔Žś╦ūó╣½▓Ņ┼c┼õ║ŽŻ¼▓╔ė├ĮM║Ž╩ĮūóĘ©ĪŻ2Ż®į┌┴Ń╝■łD╔ŽĄ─ś╦ūóĘĮĘ©ėą╚²ĘNą╬╩ĮĪŻ
2.ą╬╬╗╣½▓Ņ┴Ń╝■╝ė╣ż║¾Ż¼▓╗āH┤µį┌│▀┤ńš`▓ŅŻ¼Č°ŪęĢ■«a╔·Äū║╬ą╬ĀŅ╝░ŽÓ╗ź╬╗ų├Ą─š`▓ŅĪŻłAų∙¾wŻ¼╝┤╩╣į┌│▀┤ń║ŽĖ±ĢrŻ¼ę▓ėą┐╔─▄│÷¼Fę╗Č╦┤¾Ż¼┴Ēę╗Č╦ąĪ╗“ųąķg╝Üā╔Č╦┤ųĄ╚ŪķørŻ¼ŲõĮž├µę▓ėą┐╔─▄▓╗łAŻ¼▀@ī┘ė┌ą╬ĀŅĘĮ├µĄ─š`▓ŅĪŻļA╠▌▌SŻ¼╝ė╣ż║¾┐╔─▄│÷¼FĖ„▌SČ╬▓╗═¼▌SŠĆĄ─ŪķørŻ¼▀@ī┘ė┌╬╗ų├ĘĮ├µĄ─š`▓ŅĪŻ╦∙ęįŻ¼ą╬ĀŅ╣½▓Ņ╩ŪųĖīŹļHą╬ĀŅī”└ĒŽļą╬ĀŅĄ─į╩įSūāäė┴┐ĪŻ╬╗ų├╣½▓Ņ╩ŪųĖīŹļH╬╗ų├ī”└ĒŽļ╬╗ų├Ą─į╩įSūāäė┴┐ĪŻā╔š▀║åĘQą╬╬╗╣½▓ŅĪŻ
Ī°ą╬╬╗╣½▓ŅĒŚ─┐Ę¹╠¢
1) ą╬ĀŅ║═╬╗ų├╣½▓ŅĄ─┤·╠¢ć°╝ęś╦£╩GB/T 1182-1996ęÄČ©ė├┤·╠¢üĒś╦ūóą╬ĀŅ║═╬╗ų├╣½▓ŅĪŻį┌īŹļH╔·«aųąŻ¼«ö¤oĘ©ė├┤·╠¢ś╦ūóą╬╬╗╣½▓ŅĢrŻ¼į╩įSį┌╝╝ągę¬Ū¾ųąė├╬─ūųšf├„ĪŻą╬╬╗╣½▓Ņ┤·╠¢░³└©Ż║ą╬╬╗╣½▓ŅĖ„ĒŚ─┐Ą─Ę¹╠¢Ż¼ą╬╬╗╣½▓Ņ┐“Ė±╝░ųĖę²ŠĆŻ¼ą╬╬╗╣½▓ŅöĄųĄ║═Ųõ╦¹ėąĻPĘ¹╠¢Ż¼ęį╝░╗∙£╩┤·╠¢Ą╚ĪŻ┐“Ė±ā╚ūų¾wĄ─Ė▀Č╚h┼cłDśėųąĄ─│▀┤ńöĄūųĄ╚Ė▀ĪŻ 
2) ą╬╬╗╣½▓Ņś╦ūóīŹ└²ę╗Ė∙ÜŌķTķyŚUŻ¼į┌łDųą╦∙ś╦ūóĄ─ą╬╬╗╣½▓ŅĖĮĮ³╠Ē╝ėĄ─╬─ūųŻ¼ų╗╩Ū×ķ┴╦Įoūxš▀ū„šf├„Č°ųžÅ═īæ╔ŽĄ─Ż¼į┌īŹļHĄ─łDśėųą▓╗ąĶę¬ųžÅ═ūóīæĪŻ

END
╬─š┬üĒį┤Ż║ŠWĮj┬Ģ├„Ż║┘Y┴Žė╔▒Š╣½▒Ŗ╠¢Å─ŠWĮj╩š╝»š¹└ĒČ°│╔Ż¼╦∙ėą┘Y┴Ž░µÖÓÜwįŁ╣½╦ŠĪóÖCśŗ╦∙ėąĪŻ┘Y┴ŽāH╣®īW┴Ģģó┐╝Ż¼Ūą╬ė├ė┌╔╠śIė├═ŠŻ¼╚ń╔µ╝░░µÖÓå¢Ņ}Ż¼šłĄ┌ę╗ĢrķgĖµų¬╬ęéāäh│²Ż¼ĘŪ│ŻĖąųxŻĪ ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū