
║ĖĮė╗∙ĄAų¬ūRŻ║
║ĖĮė╩Ū╩╣Įī┘▀BĮėĄ─ę╗ĘNĘĮĘ©ĪŻ╦³└¹ė├╝ė¤ß╩ųČ╬Ż¼į┌ā╔ĘNĮī┘Ą─Įėė|├µŻ¼═©▀^║ĖĮė▓─┴ŽĄ─įŁūė╗“ĘųūėĄ─ŽÓ╗źöU╔óū„ė├Ż¼╩╣ā╔ĘNĮī┘ķgą╬│╔ę╗ĘNė└Š├Ą─└╬╣╠ĮY║ŽĪŻ└¹ė├║ĖĮėĄ─ĘĮĘ©▀Mąą▀BĮėČ°ą╬│╔Ą─Įė³cĮą║Ė³cĪŻ

║ĖĮėę¬╦žŻ║
1.║ĖĮė─Ė▓─Ą─┐╔║ĖąįŻ╗2.║ĖĮė▓┐╬╗ŪÕØŹ│╠Č╚Ż╗3.ų·║Ė䮯╗4.║ĖĮė£žČ╚║═Ģrķg
║ĖÕaĄ─ūŅ╝č£žČ╚Ż║
250Ī└5ºCŻ¼ūŅĄ═║ĖĮė£žČ╚×ķ240ºCĪŻ£žČ╚╠½Ą═ęūą╬│╔└õ║Ė³cĪŻĖ▀ė┌260ºCęū╩╣║Ė³c┘|(zh©¼)┴┐ūā▓ŅĪŻ
║ĖĮėĄ─ūŅ╝čĢrķgŻ║
═Ļ│╔ØÖر║═öU╔óā╔éĆ▀^│╠ąĶ2~3SŻ¼1SāH═Ļ│╔ØÖر║═öU╔óā╔éĆ▀^│╠Ą─35%ĪŻę╗░ŃICĪó╚²śO╣▄║ĖĮėĢrķgąĪė┌3SŻ¼Ųõ╦¹į¬╝■║ĖĮėĢrķg×ķ4~5SĪŻ

ļŖ└ėĶF░┤šš░l(f©Ī)¤ßą╬╩ĮĘųŅÉŻ║
ā╚(n©©i)¤ß╩Į║══Ō¤ß╩Į
ļŖ└ėĶF░┤šš£žČ╚┐žųŲĘĮ╩ĮĘųŅÉŻ║
Ųš═©ļŖ└ėĶFŻ╗š{(di©żo)£žļŖ└ėĶFŻ╗║Ń£žļŖ└ėĶF

ā╚(n©©i)¤ß╩ĮļŖ└ėĶFėą║─ļŖ╩ĪĪó¾wĘeąĪĪóųž┴┐▌pĪó░l(f©Ī)¤ß┐ņĄ╚ā×(y©Łu)³cŻ¼Ņ~Č©╣”┬╩ėą20W,25Wā╔ĘNŻ¼▀m║Ž║ĖĮėąĪļŖūėčbų├Ż¼╚ń░ļī¦¾w╩šę¶ÖCĄ╚ĪŻ

═Ō¤ß╩ĮļŖ└ėĶF
═Ō¤ß╩ĮļŖ└ėĶFĄ─Ņ~Č©╣”┬╩ėą25WĪó30WĪó45WĪó75WĪó300WĄ╚ĪŻ
╚ń╣¹ļŖ└ėĶF╣”┬╩▀xō±▀^┤¾Ģ■ĀCē─į¬Ų„╝■Ż╗╣”┬╩▀xō±▀^ąĪĢ■│÷¼F(xi©żn)╠ō║Ė╗“║ĖÕa╚█╗»└¦ļyĄ─¼F(xi©żn)Ž¾ĪŻ

║ĖĮė▓─┴ŽŻ©Ęų×ķ║Ė┴Ž║═║Ė䮯®Ż║
║Ė┴Ž×ķęū╚█Įī┘Ż¼╩ų╣ż║ĖĮė╦∙╩╣ė├Ą─║Ė┴Ž×ķÕaŃU║ŽĮĪŻŠ▀ėą╚█³cĄ═ĪóÖCąĄÅŖČ╚Ė▀Īó▒Ē├µÅł┴”ąĪ║═┐╣č§╗»─▄┴”ÅŖĄ╚ā×(y©Łu)³cĪŻ

ų·║Ė䮥─ū„ė├╩ŪŪÕ│²Įī┘▒Ē├µč§╗»╬’Ż¼┴“╗»╬’Īóė═║═Ųõ╦³╬█╚Š╬’Ż¼▓óĘ└ų╣į┌╝ė¤ß▀^│╠ųą║Ė┴Ž└^└m(x©┤)č§╗»ĪŻ═¼ĢrŻ¼╦³▀ĆŠ▀ėąį÷ÅŖ║Ė┴Ž┼cĮī┘▒Ē├µĄ─╗ŅąįĪóį÷╝ėĮ■ØÖĄ─ū„ė├ĪŻ
Ż©1Ż®ėąŪÕŽ┤▒╗║ĖĮī┘║═║Ė┴Ž▒Ē├µĄ─ū„ė├ĪŻ
Ż©2Ż®╚█³cꬥ═ė┌╦∙ėą║Ė┴ŽĄ─╚█³cĪŻ
Ż©3Ż®į┌║ĖĮė£žČ╚Ž┬─▄ą╬│╔ę║ĀŅŻ¼Š▀ėą▒ŻūoĮī┘▒Ē├µĄ─ū„ė├ĪŻ
Ż©4Ż®ėą▌^Ą═Ą─▒Ē├µÅł┴”Ż¼╩▄¤ß║¾─▄čĖ╦┘Š∙ä“Ąž┴„äėĪŻ
ūĶ║Ėä®╩Ūę╗ĘN─═Ė▀£žĄ─═┐┴ŽŻ¼Ųõū„ė├╩Ū▒ŻūoėĪųŲļŖ┬Ę░Õ╔Ž▓╗ąĶę¬║ĖĮėĄ─▓┐╬╗ĪŻ
ūĶ║Ė䮥─ĘNŅÉŻ║
¤ß╣╠╗»ą═ūĶ║Ė䮯╗ ūŽ═ŌŠĆ╣Ō╣╠╗»ą═ūĶ║Ė䮯©╣Ō├¶ūĶ║Ė䮯®Ż╗ ļŖūė▌Ś╔õ╣╠╗»ą═ūĶ║Ėä®
║ĖÕaĮz╩Ū╩ų╣ż║ĖĮėė├Ą─║Ė┴ŽĪŻ║ĖÕaĮz╩Ū╣▄ĀŅĄ─Ż¼ė╔║Ėä®┼c║ĖÕaųŲū÷į┌ę╗ŲŻ¼į┌║ĖÕa╣▄ųąŖAĦ╣╠¾w║Ėä®ĪŻ║Ėä®ę╗░Ń▀xė├╠ž╝ē╦╔ŽŃ×ķ╗∙┘|(zh©¼)▓─┴ŽŻ¼▓ó╠Ē╝ėę╗Č©Ą─╗Ņ╗»ä®Ż¼╚ń¹}╦ßČ■ęę░ĘĄ╚ĪŻÕaŃUĮMĘų▓╗═¼Ż¼╚█³cŠ═▓╗═¼ĪŻ
│Żė├Ą─║ĖÕaĮz╚ńSn63Pb37Ż¼╚█³c183ĪµŻ¼Sn62Pb36Ag2Ż¼╚█³c179ĪµĪŻ╣▄ĀŅ║ĖÕaĮzĄ─ų▒ÅĮĄ─0.2Īó0.3Īó0.4Īó0.5Īó0.6Īó0.8 Īó1.0 Ą╚ČÓĘNęÄ(gu©®)Ė±ĪŻ║ĖĮė┤®┐ūį¬╝■┐╔▀xė├0.5Īó0.6 Ą─║ĖÕaĮzĪŻ

1ĪóļŖ└ėĶFĄ─▀xō±
║Ž└ĒĄž▀xė├ļŖ└ėĶFŻ¼ī”╠ßĖ▀║ĖĮė┘|(zh©¼)┴┐║═ą¦┬╩ėąų▒ĮėĄ─ĻPŽĄĪŻ╚ń╣¹╩╣ė├Ą─ļŖ└ėĶF╣”┬╩▌^ąĪŻ¼ät║ĖĮė£žČ╚▀^Ą═Ż¼╩╣║Ė³c▓╗╣Ō╗¼Īó▓╗└╬╣╠Ż¼╔§ų┴║Ė┴Ž▓╗─▄╚█╗»Ż¼╩╣║ĖĮė¤oĘ©▀MąąĪŻ╚ń╣¹ļŖ└ėĶFĄ─╣”┬╩╠½┤¾Ż¼╩╣į¬Ų„╝■Ą─║Ė³c▀^¤ßŻ¼įņ│╔į¬Ų„╝■Ą─ōpē─Ż¼ų┬╩╣ėĪųŲļŖ┬Ę░ÕĄ─Ń~▓Ł├ō┬õĪŻ
2ĪóÕāÕa
Ż©1Ż® ÕāÕaę¬³cŻ║Õā╝■▒Ē├µæ¬ŪÕØŹŻ¼╚ń║Ė╝■▒Ē├µÄ¦ėąõP█E╗“č§╗»╬’Ż¼┐╔ė├ŠŲŠ½▓┴Ž┤╗“ė├ĄČ╣╬Īóė├╔░╝ł┤“─źĪŻ
Ż©2Ż®ąĪ┼·┴┐╔·«a(ch©Żn)ĢrŻ║Õā║Ė┐╔ė├ÕaÕüĪŻė├š{(di©żo)ē║Ų„╣®ļŖŻ¼ęįš{(di©żo)╣Ø(ji©”)ÕaÕüĄ─ūŅ╝č£žČ╚ĪŻ
Ż©3Ż®ČÓ╣╔ī¦ŠĆÕāÕaŻ║ČÓ╣╔ī¦ŠĆÕāÕaŪ░ę¬ė├äāŠĆŃQ╚źĄ¶Į^ŠēŲżīėŻ¼į┘īóäā║├Ą─ī¦ŠĆ│»ę╗éĆĘĮŽ“ą²▐D(zhu©Żn)öQŠo║¾ÕāÕaŻ¼ÕāÕaĢr▓╗ę¬░č║ĖÕaĮ■╚ļĄĮĮ^ŠēŲżīėųą╚źŻ¼ūŅ║├į┌Į^ŠēŲżŪ░┴¶│÷ę╗éĆī¦ŠĆ═ŌÅĮķLČ╚ø]ėąÕaŻ¼▀@ėą└¹ė┌┤®╠ū╣▄ĪŻ

3Īóį¬Ų„╝■ę²ŠĆ╝ė╣ż│╔ą═
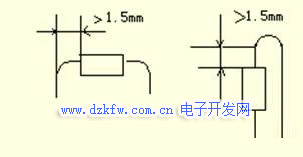
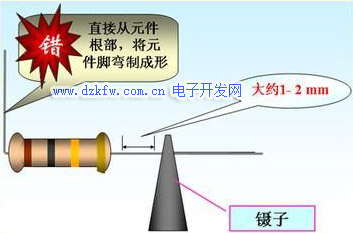
į¬Ų„╝■į┌ėĪųŲ░Õ╔ŽĄ─┼┼┴ą║═░▓čbėąā╔ĘNĘĮ╩ĮŻ¼ę╗ĘN╩Ū┴ó╩ĮŻ¼┴Ēę╗ĘN╩Ū┼P╩ĮĪŻį¬Ų„╝■ę²ŠĆÅØ│╔Ą─ą╬ĀŅæ¬Ė∙ō■(j©┤)║Ė▒P┐ūĄ─ŠÓļx▓╗═¼Č°╝ė╣ż│╔ą═ĪŻ╝ė╣żĢrŻ¼ūóęŌ▓╗ę¬īóę²ŠĆ²RĖ∙ÅØš█Ż¼ę╗░Ńæ¬┴¶1.5mmęį╔ŽŻ¼ÅØŪ·▓╗ę¬│╔╦└ĮŪŻ¼łA╗Ī░ļÅĮæ¬┤¾ė┌ę²ŠĆų▒ÅĮĄ─1~2▒ČĪŻ▓óė├╣żŠ▀▒Żūo║├ę²ŠĆĄ─Ė∙▓┐Ż¼ęį├Ōōpē─į¬Ų„╝■ĪŻ═¼ŅÉį¬╝■ę¬▒Ż│ųĖ▀Č╚ę╗ų┬ĪŻĖ„į¬Ų„╝■Ą─Ę¹╠¢ś╦ųŠŽ“╔ŽŻ©┼P╩ĮŻ®╗“Ž“═ŌŻ©┴ó╩ĮŻ®Ż¼ęį▒Ńė┌Öz▓ķĪŻ

4Īó│Żė├į¬Ų„╝■Ą─░▓čbę¬Ū¾
Ż©1Ż®Š¦¾w╣▄Ą─░▓čbŻ║į┌░▓čbŪ░ę╗Č©ę¬ĘųŪÕ╝»ļŖśOĪó╗∙śOĪó░l(f©Ī)╔õśOĪŻį¬╝■▒╚▌^├▄╝»Ą─ĄžĘĮæ¬Ęųäe╠ū╔Ž▓╗═¼▓╩╔½Ą─╦▄┴Ž╠ū╣▄Ż¼Ę└ų╣┼÷śOČ╠┬ĘĪŻī”ė┌ę╗ą®┤¾╣”┬╩Š¦¾w╣▄Ż¼æ¬Ž╚╣╠Č©╔ó¤ßŲ¼Ż¼║¾▓Õ┤¾╣”┬╩Š¦¾w╣▄į┘║ĖĮėĪŻ
Ż©2Ż® ╝»│╔ļŖ┬ĘĄ─░▓čbŻ║╝»│╔ļŖ┬Ęį┌░▓čbĢrę╗Č©ę¬┼¬ŪÕŲõĘĮŽ“║═ę²ŠĆ─_Ą─┼┼┴ąĒśą“Ż¼▓╗─▄▓ÕÕeĪŻ¼F(xi©żn)į┌ČÓ▓╔ė├╝»│╔ļŖ┬Ę▓Õū∙Ż¼Ž╚║Ė║├▓Õū∙į┘░▓čb╝»│╔ēKĪŻ
Ż©3Ż®ūāē║Ų„ĪóļŖĮŌļŖ╚▌Ų„Īó┤┼░¶Ą─░▓čbŻ║ī”ė┌▌^┤¾Ą─ļŖį┤ūāē║Ų„Ż¼Š═ę¬▓╔ė├ÅŚ╗╔ē|╚”║═┬▌ßö╣╠Č©Ż╗ųąąĪą═ūāē║Ų„Ż¼īó╣╠Č©─_▓Õ╚ļėĪųŲļŖ┬Ę░ÕĄ─┐ū╬╗Ż¼╚╗║¾īóŲ┴▒╬īėĄ─ę²ŠĆē║Ą╣į┘▀Mąą║ĖĮėŻ╗┤┼░¶Ą─░▓čbŻ¼Ž╚īó╦▄┴Žų¦╝▄▓ÕĄĮėĪųŲļŖ┬Ę░ÕĄ─ų¦╝▄┐ū╬╗╔ŽŻ¼╚╗║¾īóų¦╝▄╣╠Č©Ż¼į┘īó┤┼░¶▓Õ╚ļĪŻ
5.║ĖĮėĄ─ūóęŌ╩┬ĒŚ
(1)║ĖĮėŪ░ūóęŌÖz▓ķļŖ└ėĶFĄ─═Ō▓┐ļŖį┤ŠĆ╩Ūʱ╦╔äėĪóŲŲōpŻ¼└ėĶFŅ^╩Ūʱ╦╔äėŻ¼╬³Õa├µ╩Ūʱ╣ŌØŹ;Öz▓ķ╩ŪʱČ╠┬ĘĪóķ_┬ĘĪóĮėė|▓╗┴╝ęį╝░┬®ļŖĪŻ
(2) CMOSļŖ┬Ę║ĖĮėĢrŻ¼ę¬Ū¾ļŖ└ėĶFæ¬┴╝║├ĮėĄžĪŻ
(3)ļŖ└ėĶFŅ^č§╗»║═╚▒ōpæ¬ė├Ģr╠Ä└ĒŻ¼ė├õSĄČõSŲĮš¹Īó╣ŌØŹŻ¼┤╦ĢrĮ¹ų╣ĦļŖ▓┘ū„ĪŻõS║├║¾čĖ╦┘═©ļŖŻ¼╝░Ģr╔Ž╦╔ŽŃ║═║ĖÕaŻ¼Ę└ų╣└ėĶFŅ^į┘┤╬░l(f©Ī)╔·č§╗»ĪŻ(4)┐žųŲ║ĖĮėĢrķg║═£žČ╚Ż¼ęį║Ė┴Ž┴„Ģ│Īó║Ė³c╣Ō╗¼×ķę╦Ż¼ķLĢrķg▓╗╩╣ė├ļŖ└ėĶFæ¬öÓļŖ═Żų╣╝ė¤ß╗“ĮĄē║╝ė¤ßĪŻ
(5)ūóęŌ▒Ż│ų└ėĶFŅ^ėą- -Č©┴┐║ĖÕaś“Ż¼į÷┤¾║ĖĮėĄ─鄤߹¦┬╩Ż¼═¼Ģr▒Żūo└ėĶFŅ^▓╗▒╗č§╗»ĪŻ
(6)▒Ż│ų└ėĶFŅ^Ą─ŪÕØŹŻ¼┐╔š║╦╔ŽŃ╗“ė├╝å▓╝ŪÕ└ĒĪŻ
(7)║ĖĮėĢrŻ¼ūóęŌ▓╗ę¬Ę┤Å═Ąž└p└@└ėĶFĄ─ļŖį┤ŠĆŻ¼ęį├ŌĮėŠĆČ╦┼żöÓŻ¼įņ│╔öÓ┬Ę╗“ķ_┬Ę;▓╗į╩įS╦żäėļŖ└ėĶFŻ¼Ę└ų╣║ĖÕa║═└ėĶFŅ^’w│÷įņ│╔╩┬╣╩Ż¼ęį╝░ļŖį┤Č╠┬Ę;ę▓▓╗─▄Ū├ō¶ļŖ└ėĶFŻ¼▒▄├Ō└ėĶFŅ^ōpé¹Īó└ėĶFąŠōpē─║═«a(ch©Żn)╔·įļę¶ĪŻ(8)║ĖĮėĢrę¬▒Ż│ųŲĮĘĆ(w©¦n)Ż¼▓╗─▄ČČäėŻ¼ęį├Ōė░Ēæ║ĖĮė┘|(zh©¼)┴┐įņ│╔╠ō║ĖĪó╝┘║ĖĪŻ
ę╗Īó║ĖĮėŪ░Ą─£╩éõ╣żū„Ż║
░▓čbį¬Ų„╝■Ģræ¬ūóęŌŻ║░▓čbĄ─į¬Ų„╝■ūųĘ¹ś╦ėøĘĮŽ“ę╗ų┬Ż¼▓óĘ¹║Žķåūx┴ĢæTŻ¼ęį▒ŃĮ±║¾Ą─Öz▓ķ║═ŠSą▐ĪŻ┤®▀^║Ė▒PĄ─ę²ŠĆ┤²╚½▓┐║ĖĮė═Ļ║¾į┘╝¶öÓĪŻ
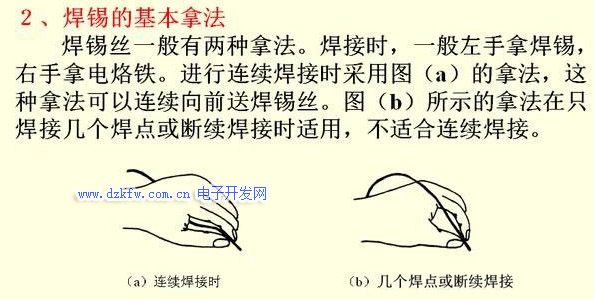
Ż▒ĪóļŖ└ėĶFĄ─╬šĘ©
×ķ┴╦╚╦╔Ē░▓╚½Ż¼ę╗░ŃļŖ└ėĶFļxķ_▒ŪūėĄ─ŠÓļx ═©│Żęį30cm×ķę╦ĪŻļŖ└ėĶF─├Ę©ėą╚²ĘNĪŻĘ┤╬šĘ©äėū„ĘĆ(w©¦n)Č©Ż¼ķLĢrķg▓┘ū„▓╗ę╦ŲŻä┌Ż¼▀m║Žė┌┤¾╣”┬╩└ėĶFĄ─▓┘ū„ĪŻš²╬šĘ©▀m║Žė┌ųąĄ╚╣”┬╩└ėĶF╗“ĦÅØŅ^ļŖ└ėĶFĄ─▓┘ū„ĪŻę╗░Ńį┌╣żū„┼_╔Ž║ĖėĪųŲ░ÕĄ╚║Ė╝■ĢrŻ¼ČÓ▓╔ė├╬š╣PĘ©ĪŻ


2Īó║ĖĮė▓Į¾E
╬Õ▓Į║ĖĮėĘ©Ż║
Ż©1Ż®£╩éõ╩®║ĖŻ║└ėĶFŅ^║═║ĖÕa┐┐Į³▒╗║Ė╣ż╝■▓óšJ£╩╬╗ų├Ż¼╠Äė┌ļSĢr┐╔ęį║ĖĮėĄ─ĀŅæB(t©żi)Ż¼┤╦Ģr▒Ż│ų└ėĶFŅ^Ė╔ā¶┐╔š┤╔Ž║ĖÕaĪŻ
Ż©2Ż®╝ė¤ß║Ė╝■Ż║īó└ėĶFŅ^Ę┼į┌╣ż╝■╔Ž▀Mąą╝ė¤ßŻ¼└ėĶFŅ^Įėė|¤ß╚▌┴┐▌^┤¾Ą─║Ė╝■ĪŻ
Ż©3Ż®╚█╗»║ĖÕaŻ║īó║ĖÕaĮzĘ┼į┌╣ż╝■╔ŽŻ¼╚█╗»▀m┴┐Ą─║ĖÕaŻ¼į┌╦═║ĖÕa▀^│╠ųąŻ¼┐╔ęįŽ╚īó║ĖÕaĮėė|└ėĶFŅ^Ż¼╚╗║¾ęŲäė║ĖÕaų┴┼c└ėĶFŅ^ŽÓī”Ą─╬╗ų├Ż¼▀@śėū÷ėą└¹ė┌║ĖÕaĄ─╚█╗»║═¤ß┴┐Ą─é„ī¦ĪŻ┤╦ĢrūóęŌ║ĖÕaę╗Č©ę¬ØÖر▒╗║Ė╣ż╝■▒Ē├µ║═š¹éĆ║Ė▒PĪŻ
Ż©4Ż®ęŲķ_║ĖÕaĮzŻ║┤²║ĖÕa│õØM║Ė▒P║¾Ż¼čĖ╦┘─├ķ_║ĖÕaĮzŻ¼┤²║ĖÕaė├┴┐▀_ĄĮę¬Ū¾║¾Ż¼æ¬┴ó╝┤īó║ĖÕaĮzčžų°į¬╝■ę²ŠĆĄ─ĘĮŽ“Ž“╔Ž╠ßŲ║ĖÕaĪŻ
Ż©5Ż®ęŲķ_└ėĶFŻ║║ĖÕaĄ─öUš╣ĘČć·▀_ĄĮę¬Ū¾║¾Ż¼─├ķ_└ėĶFŻ¼ūóęŌ│Ę└ėĶFĄ─╦┘Č╚ę¬┐ņŻ¼│ĘļxĘĮŽ“ę¬čžų°į¬╝■ę²ŠĆĄ─ĘĮŽ“Ž“╔Ž╠ßŲĪŻ

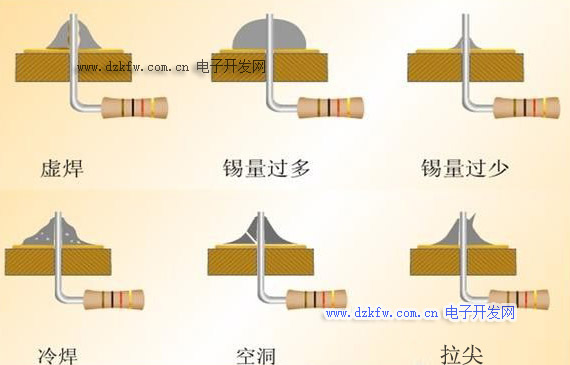
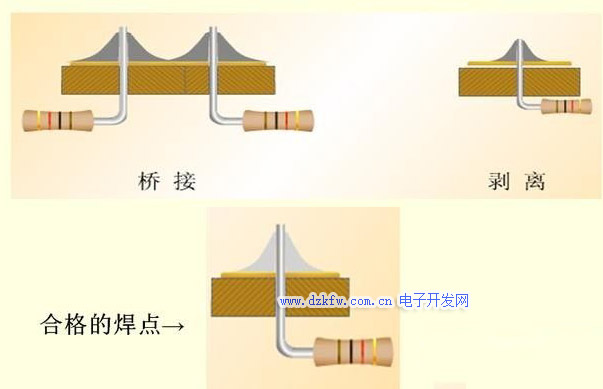
Č■Īó║Ė³c║ŽĖ±Ą─ś╦£╩
Ż©1Ż®║Ė³cėąūŃē“Ą─ÖCąĄÅŖČ╚Ż║×ķ▒ŻūC▒╗║Ė╝■į┌╩▄ĄĮš±äė╗“ø_ō¶Ģr▓╗ų┴├ō┬õĪó╦╔äėŻ¼ę“┤╦ę¬Ū¾║Ė³cę¬ėąūŃē“Ą─ÖCąĄÅŖČ╚ĪŻ
Ż©2Ż®║ĖĮė┐╔┐┐Ż¼▒ŻūCī¦ļŖąį─▄Ż║║Ė³c權▀ėą┴╝║├Ą─ī¦ļŖąį─▄Ż¼▒žĒÜę¬║ĖĮė┐╔┐┐Ż¼Ę└ų╣│÷¼F(xi©żn)╠ō║ĖĪŻ
Ż©3Ż®║Ė³c▒Ē├µš¹²RĪó├└ė^Ż║║Ė³cĄ─═Ōė^æ¬╣Ō╗¼ĪółAØÖĪóŪÕØŹĪóŠ∙ä“Īóī”ĘQĪóš¹²RĪó├└ė^Īó│õØMš¹éĆ║Ė▒P▓ó┼c║Ė▒P┤¾ąĪ▒╚└²║Ž▀mĪŻ
╚²Īó║ĖĮė┘|(zh©¼)┴┐Ą─Öz▓ķ
1Īó ─┐ęĢÖz▓ķŻ║Š═╩ŪÅ─═Ōė^╔ŽÖz▓ķ║ĖĮė┘|(zh©¼)┴┐╩Ūʱ║ŽĖ±Ż¼ėąŚl╝■Ą─ŪķørŽ┬Ż¼Į©ūhė├3Ī½10▒ČĘ┼┤¾ńR▀Mąą─┐ÖzŻ¼─┐ęĢÖz▓ķĄ─ų„ę¬ā╚(n©©i)╚▌ėąŻ║
Ż©1Ż®╩ŪʱėąÕe║ĖĪó┬®║ĖĪó╠ō║ĖĪŻ
Ż©2Ż®ėąø]ėą▀B║ĖĪó║Ė³c╩Ūʱėą└Ł╝Ō¼F(xi©żn)Ž¾ĪŻ
Ż©3Ż®║Ė▒Pėąø]ėą├ō┬õĪó║Ė³cėąø]ėą┴č╝yĪŻ
Ż©4Ż®║Ė³c═Ōą╬ØÖرæ¬┴╝║├Ż¼║Ė³c▒Ē├µ╩Ū▓╗╩Ū╣Ō┴┴ĪółAØÖĪŻ
Ż©5Ż®║Ė³cų▄ć·╩Ū¤oėąÜł┴¶Ą─║Ėä®ĪŻ
Ż©6Ż®║ĖĮė▓┐╬╗ėą¤o¤ßōpé¹║═ÖCąĄōpé¹¼F(xi©żn)Ž¾ĪŻ
2Īó╩ųė|Öz▓ķŻ║į┌═Ōė^Öz▓ķųą░l(f©Ī)¼F(xi©żn)ėą┐╔ę╔¼F(xi©żn)Ž¾ĢrŻ¼▓╔ė├╩ųė|Öz▓ķĪŻų„ę¬╩Ūė├╩ųųĖė|├■į¬Ų„╝■ėą¤o╦╔äėĪó║ĖĮė▓╗└╬Ą─¼F(xi©żn)Ž¾Ż¼ė├Ķćūė▌p▌pō▄äė║ĖĮė▓┐╗“ŖAūĪį¬Ų„╝■ę²ŠĆŻ¼▌p▌p└Łäėė^▓ņėą¤o╦╔äė¼F(xi©żn)Ž¾ĪŻ

 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū